In 2019, a major producer of building machinery from the Pacific Rim dismantled a pump with a faulty gear and replaced the parts with an advanced design – a high-capacity axial piston pump. This step was not without reason; the newly installed appliance was more advanced, bigger in size, could work at a higher pressure level, and had a longer shelf-life.
Within eight months, the new pump suffered catastrophic seal failure. The root cause was not a manufacturing defect. It was contamination sensitivity. The piston pump demanded ISO 4406 18/16/13 fluid cleanliness. The existing system filtration delivered 20/18/15. The mismatch cost $47,000 in downtime, replacement, and system flushing.
You have probably faced a version of this problem. Procurement engineers and equipment designers routinely encounter conflicting guidance about which pump type suits a given application. Marketing materials from manufacturers emphasize strengths. Technical forums offer opinions without context. The result is specification decisions based on incomplete information.
This constitutes a direct response to such discrepancies. Differences in operation, pressure range and efficiency of the main types of pumps will be reviewed. It is more critical to figure out how and why certain pumps suit particular requirements, constraints and capabilities. The overall hydraulic pump market in volume was above 45.2 billion dollars in 2025 and more than 50% of premature system failures were because of improper pump type selection. This mistake can be made only once since it threatens both the operation of a system and its subject ROI.
No matter if you are involved in the development and layout of the new system, seeking replacement or extending the operation of the existing one, you are provided with a roadmap that will help you make the right pump choices. For more tips on how the operation of a specific type of pump can be optimized based on the method, follow the hydraulic pump displacement calculation of the pumping equipment associated with hydraulic dredging.
Want to learn more about the 20 GPM Hydraulic Pump? Please check out our guide about the 20 GPM Hydraulic Pump.
How Hydraulic Pumps Are Classified

Positive Displacement vs. Non-Positive Displacement
When considering the variety of industrial hydraulic pumps available, one must recognize that most fall into the category of positive displacement pumps. As the name indicates, to a great extent, a positive displacement pump discharges a fixed volume of hydraulic fluid during one cycle and, with force, pushes it to the discharge pipe. Consequently, the movement of the fluid is not dependent on the system pressure.
On the other hand, other types of pumps, such as centrifugal pumps, which are non-positive displacement pumps, discharge the liquid greatly according to the variation in the pressure. Such pumps do not have a place in the power transmission of a high-pressure hydraulic system.
Fixed Displacement vs. Variable Displacement
The displacement of a fixed-piston pump per revolution is constant regardless of the pressure required by the system. In cases where the flow is more than the demand, excess fluid is discharged through a relief valve to the oil tank. A variable-piston pump generates more or less fluid per revolution based on the pressure and load in the system.
This distinction cuts across all pump types. Both gear and vane pumps are available in fixed and variable configurations, though fixed dominates. Piston pumps are predominantly variable displacement in high-end industrial applications.
Classification by Operating Principle
The most common kinds of hydraulic pumps used in factories include gear, piston and vane pumps. Piston pumps can further be classified into radial and axial displacement pumps. Each of these groups of pumps works on a different principle. Each pump has specific output performance, cost, strength, and resistance to contamination. These differences are what can help you in carrying out correct pump selection.
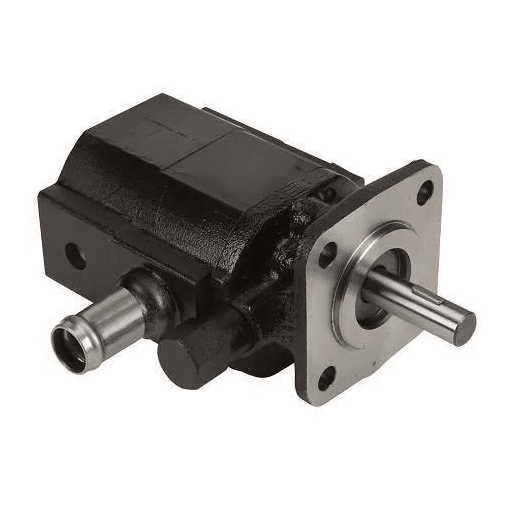
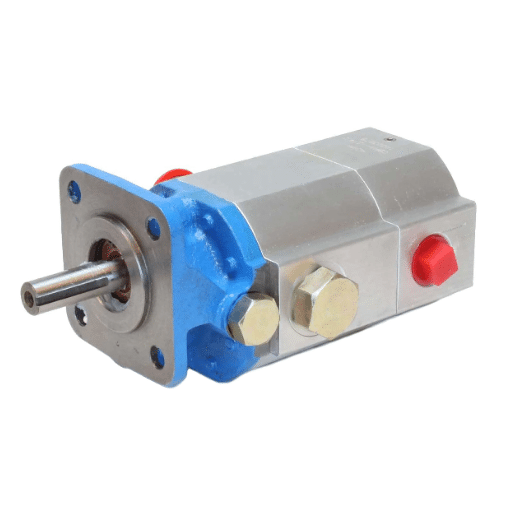
Gear Hydraulic Pump
Operating Principle and Internal Structure
The main operating element of the gear pump is the moving action of fluids from the inlet to the outlet. The configuration with the external gears is the most common and is characterized by the engagement of two perfectly identical gears revolving into each other within a very tight container. Fluid fills the voids between gear teeth at the inlet side. The gears carry the fluid around the outer periphery. At the outlet side, the meshing teeth force the fluid into the discharge port.
Internal gear pumps work on the principle of reciprocating motion with a smaller gear. Pressure between the two chambers is maintained by a mechanical seal. There are no lobes, vane tips, or seals contributing to the formation of the pressure in these pumps. The kinetic energy of the fluid is strictly related to the movement of the gear, which reduces shock on the gears. The gear mechanism generates less heat and the pumped fluid is not subject to turbulence.
Pressure and Flow Characteristics
Most of the conventional external gear pumps operate at a maximum pressure of 3,000 PSI (207 bar). Other designs, like the one with those that have hardened bearing journals and are subjected to precision manufacturing, can operate at 4,500 PSI (310 bar). It is worthy to note that the output of these pumps is directly proportional to the speed of rotation. Gear pumps operate effectively over a wide range of speeds, typically within the range of 1,800 to 3,500 RPM. Usually, their flow is relatively constant under moderate pressure variation.
Gear pumps produce a pulsating output. The number of teeth and rotational speed determine pulsation frequency. In applications where pressure ripple causes vibration or noise issues, pulsation dampeners may be required.
Efficiency and Operating Limitations
The gear pump is able to achieve volumetric performance characteristics from 85% to 92% at rated conditions. The mechanical efficiency which goes up to 85% and 90%, is within the norm. Finally, the overall efficiency is given as high as 72% to 83%. The efficiency of the pump decreases as the pressure increases due to internal leakages that occur between gear tip clearances because such leakages, which tend to occur across the gear tip clearances, occur heavily.
The primary limitation of gear pumps is contamination sensitivity. Fine particles in the hydraulic fluid accelerate wear on gear tooth profiles and housing surfaces. Unlike piston pumps, gear pumps cannot compensate for wear through pressure-loaded components. As clearances increase, volumetric efficiency drops progressively. Gear pumps are also unsuitable for applications requiring flow variation during operation unless paired with a variable-speed drive.
Typical Industrial Applications
In the case of gear pumps, their application and value outweigh the need or requirements for either high pressure or variable flow rate in many uses. Some preferred uses include tractor and mobile utility vehicle hydraulic systems, stationary and current material handling systems and auxiliary engines. This has a particular advantage in circumstances of log splitting where severe pressure intervals are required from time to time. For a detailed breakdown of gear pump configurations in mobile equipment, see our guide to log splitter pump type selection.
Gear pumps account for approximately 35% to 40% of total hydraulic pump unit volume globally, frequently attributed to the noted conformity with the medium-pressure industrial and mobile equipment.
Piston Hydraulic Pump

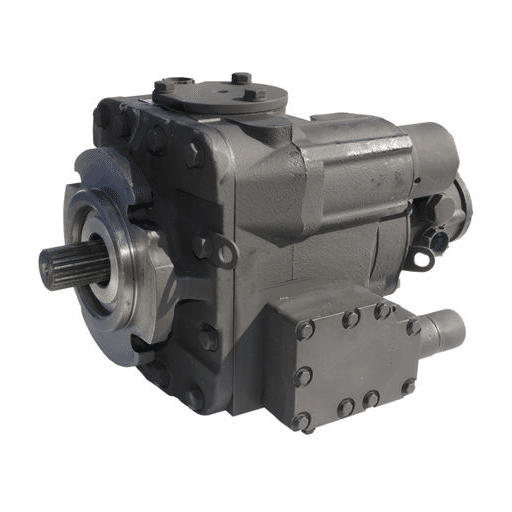
Axial Piston Pump Design and Operation
An axial piston pump is comprised of a cylinder block with a set of pistons placed along the drive axis. Each piston is situated to execute a reciprocating motion within its own cylinder. An incline in the swashplate or the bent axis mechanism makes proper linear travel longitudinal to the revolving axis by the pistons. In a swashplate arrangement, the inclined plate helps pistons move back and forth as the cylinder block extends. As the pistons move outward during the compression stroke, any fluids inside the pump are pushed towards the discharge side of the pump. This flow pattern goes on until the desired amount of fluid is extracted from the reservoir.
In a short sentence, axial piston pumps that have variable working capacity provide a measure of displacement control through the adjustment of the angle of the swashplate. When inclined, a larger angle spans a larger distance of the piston, increasing the displacement volume per revolution. When declined, displacement gets smaller. This is impossible in some distinct designs where displacement is made zero and outright stoppage of the flow output is achieved with the pump still in rotational motion.
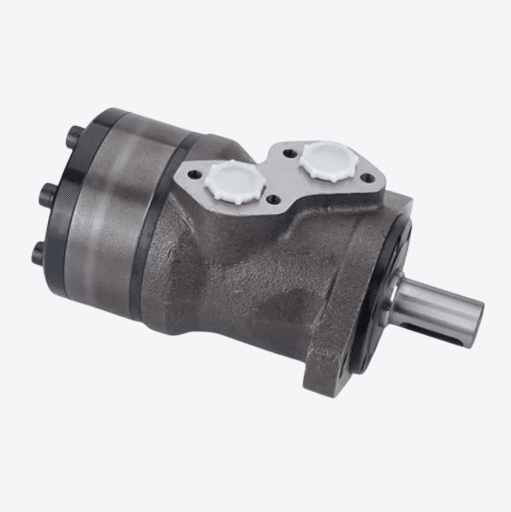
Radial Piston Pump Design and Operation
Radial piston pumps position cylinders radially around a central drive shaft. An eccentric ring or cam forces pistons outward during the discharge stroke. Springs or fluid pressure return pistons inward during the suction stroke. Radial designs generally operate at lower speeds than axial pumps. They excel in ultra-high-pressure applications where axial designs would experience excessive bearing loads.
Pressure Capability and Efficiency Profile
Piston pumps rank as the most powerful hydraulic pumps as far as the pressure is concerned among all hydraulic pump types. The most commonly operated swashplate axial piston pumps reach pressures of 6,000 PSI (414 bars). The heavy-duty units go beyond that to 10,000 PSI (690 bars) and radial piston pumps, 5000 PSI (3450 bars) can even be more effective at low speeds.
The volumetric efficiencies of piston pumps are in the range of 90% to 95% which is the highest among pumps. The mechanical efficiency lies in the range of 90% to 94%, while the total efficiencies are much lower and usually in the region of 81 to 89%. This efficiency superiority is only important in the case of full-time applications where energy costs amount to several thousand hours.
Variable Displacement Configuration
Variable displacement forms the best area and the most awesome service of the piston pumps. It has been designed to adjust the pump rate of change to suit the current needs of the system. In the process, when the piston bore is such has to be extended at a slow pace, the pump rate commencement will be low.
When rapid movement is required, displacement increases instantly. This demand-responsive operation eliminates the energy waste of fixed-displacement systems that dump excess flow across relief valves.
Typical Industrial Applications
Piston pumps stand as the optimal choice when it comes to enhancing the efficiency of the main hydraulic circuits of construction equipment, press machines used in industry, as well as mining and marine tug systems. This also happens in the case of the excavators, loaders, and cranes, where the main hydraulic circuit acts as the variable displacement axial piston pump. The operational conditions, however, dictate that the telescopic cylinders should be replaced with piston pumps in some applications, most of which represent a high-pressure variable flow and load changes.
If at the plants of the manufacturer of industrial presses in Germany, the procurement employees had replaced the simple gear pump with a variable axial piston pump in 2022, the energy consumption would have decreased by 22% in a year. The upgrade also demanded better filtration for more than usual rehabilitation, and the immediate costs were $14,000. One and a half years (18 months) of operation could pay off the investment only thanks to cutting the rate of energy consumption. It is important that the steps included the application where the loads were changing and the fixed flow was always more than the requirement.
Vane Hydraulic Pump

Operating Principle and Internal Structure
A vane pump uses a slotted rotor mounted eccentrically within a cam ring. Sliding vanes extend from the rotor slots under spring or hydraulic pressure. The vanes maintain contact with the cam ring inner surface. As the rotor turns, the vanes create expanding chambers at the inlet that draw fluid in. At the outlet, contracting chambers force fluid into the discharge port.
Variable displacement vane pumps modify the eccentricity between the rotor and the cam ring. Chamber volume change per revolution increases proportionally with bigger eccentricity. Reduced eccentricity lowers output. Some designs use a pressure-compensated mechanism that automatically reduces displacement when system pressure reaches a set threshold.
Pressure and Flow Characteristics
Although numerous designs have experimented with pressures higher than 3,000 PSI (207 bar) in the past, such pumps are less common in the market than gear pumps with a section-by-section volumetric control. The hydraulic flow generated by these pumps is comparatively more controlled due to the nature of the design and the effective utilization of the multiple vanes that engage in a series.
The existence of the vanes permits the decrease in the maximum amplitudes of the three main components (the rotor nonresonant, rigidity, and asymmetric eigenfrequencies) in the case of gear pumps. For example, such pumps usually operate at 1200 to 1800 RPM.
Efficiency and Noise Profile
Vane pump volumetric efficiency lies in the range of 85% – 90%. Mechanical efficiency on the other hand commonly lies between 85% and 88%. The total efficiency of vane pumps usually varies in a band of 72% and 79%. During the qualitative appraisal of energy levels, vane pumps fall between gear and piston machines.
The primary strength observed in vane pumps is the minimum sound and shock vibrations emitted when in use. The construction of vane pumps with multiple vanes compulsory minimal pressure pulsations. Concerning noise impacts of various kinds, including, but not limited to those found in machine shops and mobile control rooms, vane pumps are the devices that compromise between high-performance and immunity to noise-disturbances trade-offs.
Typical Industrial Applications
Vane pumps are applied in medium-pressure ranges, sometimes where the priority requirements are: low noise output, small size and steady flow. Application areas include injection molding machines, hydraulically clamped machine tools control, mobile steering mechanisms and plant lubricant pressure pumps. The fixed displacement vane pump, however, will remain useful for applications in which constant and clean hydraulic flow is needed because it also proves to be cost-efficient.
Hydraulic Pump Types Compared: Performance Summary
The following table displays the relative results of the performance of the main pump designs applied in industrial hydraulics
| Parameter | External Gear Pump | Axial Piston Pump | Radial Piston Pump | Vane Pump |
|---|---|---|---|---|
| Max Pressure (typical) | 3,000 PSI | 6,000+ PSI | 7,000+ PSI | 3,000 PSI |
| Volumetric Efficiency | 85% – 92% | 90% – 95% | 90% – 95% | 85% – 90% |
| Overall Efficiency | 72% – 83% | 81% – 89% | 80% – 88% | 72% – 79% |
| Speed Range | 1,800 – 3,500 RPM | 1,500 – 3,000 RPM | 500 – 1,500 RPM | 1,200 – 1,800 RPM |
| Flow Pulsation | Moderate | Low | Very Low | Very Low |
| Noise Level | Moderate | Moderate to High | Low | Low |
| Contamination Tolerance | Moderate | Low | Low | Moderate |
| Fluid Cleanliness (ISO 4406) | 20/18/15 | 18/16/13 | 18/16/13 | 20/18/15 |
| Variable Displacement | Rare | Common | Available | Available |
| Cost Tier | Low | High | Very High | Medium |
| Typical Maintenance Interval | 4,000 – 6,000 hrs | 6,000 – 10,000 hrs | 8,000 – 12,000 hrs | 4,000 – 6,000 hrs |
| Rebuildability | Good | Good | Moderate | Moderate |
The above comparison indicates that the main pumping processes exhibit a fairly uniform trend where gear pumps, for example, meet the minimum cost specifications across the pressure and speed range, the trade-off being pressure and efficiency. On the other hand, with piston pumps, there is now enhanced pressure and efficiency; however, there is a greater need for system cleanliness and increased setup cost. Vane pumps are a compromise solution and are also advantageous for low noise-based requirements.
How to Select the Right Hydraulic Pump Type

Step 1: Define System Pressure Requirements
Pressure requirement is the first filter in pump selection. Applications demanding less than 3,000 PSI can use any of the three major types. Applications above 3,000 PSI effectively require piston pump technology. Attempting to operate a gear or vane pump at excessive pressure accelerates wear and risks catastrophic failure.
For guidance on calculating the exact power requirements that accompany your pressure and flow specifications, our hydraulic pump horsepower requirements guide provides a complete calculation framework.
Step 2: Determine Flow Rate and Speed
It is not the rotation pointing that meets demand, but the quantity of the fluid that passes through it. At a certain stroke, to speed a higher flow will require a higher displacement. Sometimes, this is not good either; under such circumstances where the flow rate should be high, especially head flow capacity, gear pumps offer the extra benefits of high speed operation and low stroke. Piston pumps are slower but can deliver high pressure; that is, they are able to deliver a given power with smaller displacement.
Step 3: Evaluate Duty Cycle and Load Profile
A continuous-duty hardware that handles a steady signal quite well can exist in a simple form. In such situations, gear pumps or fixed-displacement vane pumps can be considered. It is more advantageous for systems that work at loads that change over time and have a ‘sewer’ function to apply variable-displacement scrolling pumps – the one option that opens up more opportunities is now available to the user. The energy savings from the effect of variable flow on demand can pay off a higher initial cost within a period of between 1 and 3 years.
Step 4: Consider Fluid Cleanliness and Operating Environment
It is the piston pumps that require the least contaminated hydraulic fluid. If your system is more in a dirt environment, or has no high-efficiency filtration, contamination tolerance is higher for a gear or vane pump. The temperature also influences the choice greatly. The gear pumps accept more harmful viscosity changes, while the vane pumps call for a constant viscosity level to maintain the vane clearance.
Step 5: Match Pump Type to Application Category
The following matrix summarizes typical pump type recommendations by application category.
| Application Category | Recommended Pump Type | Rationale |
|---|---|---|
| Construction machinery (excavators, loaders) | Axial piston, variable displacement | High pressure, variable flow, load-sensing |
| Industrial press (500+ ton) | Axial or radial piston | High pressure, consistent load, minimal pulsation |
| Mobile agricultural equipment | Gear or vane pump | Cost-sensitive, medium pressure, simple circuits |
| Machine tool hydraulic clamping | Vane pump | Low noise, medium pressure, clean environment |
| Marine steering and deck equipment | Gear or vane pump | Compact, reliable, moderate pressure |
| Mining heavy equipment | Axial piston, variable displacement | Extreme pressure, heavy duty, variable load |
| Dump trailer / low-power mobile | Gear pump | Low cost, simple DC or engine drive |
| Material handling (forklifts, lifts) | Gear or vane pump | Medium pressure, cost control, reliable |
From this table, an initial direction can be taken. The ultimate choice is always based on the specific system requirements, operating conditions as well as the financial constraints. In case of any doubts, it is advisable to look at the pump performance curves at that specific operating point rather than just taking the general category recommendations as gospel.
Fixed vs. Variable Displacement: Which to Choose?
When Fixed Displacement Is the Right Choice
Fixed displacement pumps suit applications with constant flow demand and stable operating cycles. The pump runs at constant displacement, and a relief valve diverts excess flow when system resistance increases. Fixed pumps are mechanically simpler, less expensive to purchase, and easier to maintain. They require no complex control mechanisms.
Select fixed displacement when the duty cycle involves primarily full-flow operation. A hydraulic press that extends and retracts at constant speed with minimal dwell time wastes little energy across a relief valve. A conveyor lift that raises and lowers on a predictable schedule also fits the fixed displacement profile.
When Variable Displacement Delivers Better Value
Variable displacement pumps are more expensive for a reason—significant dwell time, partial load operation or variable speed requirement need to be taken into consideration. When the stroke of an actuator hits its most positive limit due to a load, a common pump will keep on working and the fluid will continue to circulate through the system across a relief valve at fullish flow. A variable pump will cut the displacement very low, so it is about zero, reducing energy consumption and the amount of heat generated by the system.
Hydraulic excavators demonstrate the efficiency of control logic in applications that require variable displacement. In the digging mode, the main pump meets the high flow demand of several actuators. In the working mode, direction and speed are required, leading to significantly less power utilization of the actuators. A load-sensing variable piston pump supplies only the needed flow of the cylinders, thus decreasing the fuel consumption and hydraulic fluid heating.
Energy Savings Analysis
Energy savings from variable displacement depend entirely on the load profile. A system operating at full demand 90% of the time saves minimally. A system with variable demand, dwell periods, or partial load operation can achieve 15% to 30% energy reduction. In electrically driven systems, this translates directly to lower operating costs. In engine-driven mobile equipment, reduced hydraulic load improves fuel economy.
The decision between fixed and variable displacement requires lifecycle cost analysis, not just initial purchase price. Variable displacement adds complexity. It demands higher fluid cleanliness and more sophisticated control circuitry. The savings must exceed these additional costs over the equipment’s intended service life.
Frequently Asked Questions
What are the main types of hydraulic pumps?
Gear pumps, Piston Pumps, and Vane Pumps are the three different types of hydraulic pumps that are used in the industrial field. All these are known as positive displacement devices. Meshing gears are used in Gear pumps for positive fluid movement. The Piston Pumps use pistons that move back and forth in a linear or rotating motion.
On the other hand, Vane pumps use sliding vanes that are slotted in an eccentric rotor. Each of these has a different magnitude of two desired properties: Pressure capabilities and any behaviours related to quality, cost, and contamination that would be exhibited by the item.
Which hydraulic pump type is most efficient?
Piston pumps are considered to have the highest volumetric efficiency, usually at 90% to 95%. Among radial piston pumps, swashplate designs available arise to provide the best efficiency, with around 81% to 89% maximum. Gear pumps and vane pumps, in contrast, reach much lower overall efficiencies, generally 72% to 83% for gear pumps and 72% to 79% for vane pumps. The difference in efficiency between piston withdraws becomes most significant in applications where there are long hours or continuous high-pressure operations.
What is the difference between gear and piston hydraulic pumps?
One of the features of a gear pump is the application of intermeshing gear mechanisms for the conveyance of fluids. They are cheap, allow for moderate pollution and can work effectively at any speed. A pressure, which is regarded as a standard one, is confined to 3,000 PSI. Piston pumps have a design that includes reciprocating mechanisms such as pistons. They can give a higher pressure of 6,000 PSI or more and achieve a better efficiency, and they are also available in variable displacement mode. On the other hand, piston pumps require clean emollient fluid and are more expensive.
Can I replace a gear pump with a piston pump?
Technically, the piston pump will serve as a replacement so long as it meets the conditions in the service flow, pressure, rotation speed and mounting height. First, the high strength will better serve in a piston pump. Often, a gear pump will suit the process-closer it’s contour is cleaner, which is a weak argument. Mounting dimensions are such that the same number of shaft connections and ports must merge. In such a scenario, it is recommended to cross-reference SAE pump port dimensions when proposing a replacement of a different kind of pump.
Conclusion
The choice of pump type is not about selecting the most contemporary or the most effective option. Rather, it is about the counterpart of a pump to the specific operating conditions. Gear pumps are quite robust and inexpensive for applications operating a bursting system at medium pressures for long periods.
Piston pumps are used in industrial and off-road high-performance applications due to their high pressure and high power efficiency. When it comes to noisy applications that operate at medium pressures, vane pumps are an ideal solution. Consideration to such pump designs is necessary as it offers a range of performance and efficiency advantages in sealed-off mechanism robot installations.
The five-step framework in this article, pressure requirement, flow analysis, duty cycle evaluation, environmental assessment, and application matching, provides a repeatable methodology for specification decisions. Use it during system design, replacement procurement, and OEM supplier evaluation.
For systems including a pump and motor in the same starter, please go through our hydraulic power unit pump configuration guide to learn about the various power unit options as well as the appropriate sizes of each. If there is a need for pump model selection support, and it is pump+motor selection where the above system integration guide instructions are general, please contact our engineering team, and they will come out with an optimal hydraulic pump system on the basis of your pressure, flow and operational time demands.
Improper pump selection has the tendency of expensive breakdowns in the future. Developing a straightforward problem statement, which is often overlooked, improves not only the system but also its hydraulic system’s mechanical efficiency.