Mark spent three weeks repairing his 25-ton log splitter. He matched the cylinder, replaced the hoses, and proceeded to install a new hydraulic pump that he had bought for a very low price. During the first trial, the (piston) rod advanced without giving any problems. But as soon as it had to push against a round oak tree, it got stuck.
Unfortunately, it was turned in the wrong direction by the pump. A simple specification issue—counter-clockwise instead of right-hand rotation—changed this straightforward rebuild to another week of setback and a purchase of the second pump.
If you are buying a hydraulic pump for use in a log splitter, the parameters are probably not new to you with regard to selection. The correct pump allows for splitting at high speeds, uniform force for extended periods of time, as well as functional use that will last for quite a long time if not forever. The wrong pump then results in costly purchases, jams under load and injures the hydraulic system.
In this manual, you will be shown the design and operation of turning systems with emphasis on the function and dimensioning of the hydraulic pumps and panels used in this operation, and the selection of components from manufacturers. Whether you are building a splitter from scratch, replacing a defective pump, or ordering these components in bulk, this article will help you acquire the relevant technical information that will help you make an informed decision.
Need a pump specification sheet for your build? Request technical documentation and our engineering team will match a pump to your system requirements.
How a Hydraulic Pump Powers a Log Splitter

To begin with, a log splitter is a hydraulic press that is typically constructed across a frame. The hydraulic pump is a machine that transforms mechanical energy from an engine or motor in the fluidic form. In the absence of the pump, the system will not be able to create the required pressure to enable the wedge to penetrate the wall of compact hardwood.
The Role of the Pump in the Hydraulic Circuit
Inside a type of hydraulic control system known as an open-center configuration, the tank provides the reservoir fluid to the suction port of the pump, with the flow of the pump going to and through a directional control valve. Once the operator shifts the lever, the oil under pressure is forced into the cylinder, under one piston, and a wedge is moved forward. The split in the pump is directed and the oil is re-channeled to the cylinder in order to extend the rod and the excess fluid is returned to the tank.
The conducted research clarified that it is the suction pump that controls how fast the piston moves and how powerful it is. The time of the cycle is determined by the amount of flow, commonly measured in gallons per minute (GPM). As pressure is the elements of how a splitter works it refers to the ability to apply the force to the log, which is measured in pounds per square inch (PSI) and affects the splitting action. These two physical characteristics are very important when considering the application of the hydraulic pump in constructing a log splitter.
Open-Center Systems and Log Splitter Design
Most log splitters for both home use and commercial purposes are characterized by open-center hydraulic systems. In this configuration, the pump moves the hydraulic fluid around the system all the time, but when the valve is in the middle, the fluid bypasses the system and gets back into the tank. The method isn’t complicated, and it is easy to use and cheap to implement. Flipping the joystick, the user directs the stream into the cylinder.
Types of Hydraulic Pumps for Log Splitters
Not all hydraulic pumps can be used in the production of wood materials. Use of woodworking machinery has pumps with the ability to move in and out in the form of quick cycles, with high and continuous pressure and even working for some time when at rest. There are different pump types which can be seen on the market but one version is responsible for the relief when it comes to installation.
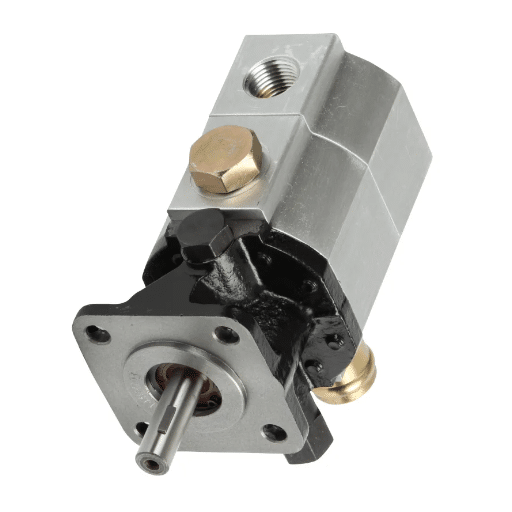
Two-Stage (Hi-Lo) Gear Pumps — The Industry Standard
Most gas-fuelled vehicles come with a dual-stage gear pump hence making it the most used in the log splitter market. The functioning of this type of pump is that there are two pairs of internal gears that work linearly.
This is where the gear pump provides a great amount of effort, but does so at a very low pressure. This pushes the ram portion forward quite quickly prior to the contact of the timber by the spreading wedge. With the application of force and the pressure reaches the value above the set system pressure most of the times 650-800 PSI, an internal valve or two is shut and the flow is directed to the secondary stage of the pump. During the secondary stage flow of course high pressure and lower flow generate pressure to the wedge, producing an output that can successfully split logs.
An ordinary 16 GPM double-stage pump can pump about 13 GPM in the vicinity of 650 PSI and 3 GPM at 2500 PSI on the return; in addition, it helps a less powerful engine to provide both speed and thrust without continuously putting itself on maximum load.
Those are some of the main reasons why two-stage hydraulic pumps have become so popular. They are inexpensive, long-lasting, and available in various capacities of 11 GPM, 16 GPM, 22 GPM, and 28 GPM, respectively. Less energy loss is observed the double-stage pumps replicated to single-stage rivals with oversized power units. If you are involved in the selection of a hydraulic pump for the log splitter, always begin with a two-stage gear pump.
Single-Stage Gear Pumps — When Simplicity Matters
Single-stage gear pumps provide a constant flow at any pressure. They are easier to handle and cheaper than two-stage varieties. However, there is an inherent contradiction in using them. There is a danger that a single-stage pump fitted to increase the speed of the hydraulic cylinder during the Advance phase will burn out the small engine during Split. A pump with adequate splitting power means long cycle times.
Single-stage pumps appear primarily on regions with less activity, like very light-duty electric splitters or custom builds where the operator accepts the tradeoff. For most engines fueled by gasoline, the two-stage design is the more efficient solution.
Piston Pumps — Commercial and Industrial Applications
Axial piston pumps offer higher volumetric efficiency, typically around 93 to 95 percent, and can operate at pressures exceeding 4,000 PSI continuously. Features of variable displacement models allow precise flow control based on load demand. These advantages come at significantly higher cost and complexity.
In terms of typical firewood processing applications, fewer of the piston pumps are typically unused due to performance. They can be found on forest edge areas primarily used for commercial logging purposes, hydrostatic drives, or specialized industries, where the return on a piston investment exists by achieving precise flow control. In case you are constructing a splitter of a large capacity or incorporating a pump into larger hydraulic set-ups, invest in piston technology.
Vane Pumps — Niche Applications
It is pretty rare to see vane pumps recommended for log splitters, given that outdoor firewood processing involves quite radical environmental changes, particularly in terms of contamination from elements such as wood chips. This is because vane pumps are not adapted to absorb very high-pressure shock loads. In this case, it is highly probable that on veer constructions, especially within dwelling premises where silence turns to be beneficial, this type of pump is the most undesirable.
| Pump Type | Pressure Range | Efficiency | Cost | Best Application |
|---|---|---|---|---|
| Two-stage gear pump | Up to 3,000–4,000 PSI | 80–85% | Low–moderate | Standard log splitters |
| Single-stage gear pump | Up to 2,500 PSI | 75–80% | Low | Light-duty electric splitters |
| Axial piston pump | 3,000–5,800+ PSI | 93–95% | High | Commercial/industrial systems |
| Vane pump | Up to 2,000 PSI | 85–90% | Moderate | Precision equipment (rare for splitters) |
Key Specifications Every Buyer Must Understand

It is important to note that the selection of a hydraulic pump suitable for log splitter equipment is not simply a matter of choosing a matching part number. The selection of a suitable performance pump relies on at least five fundamental engine parameters of operation
Flow Rate (GPM) and Cycle Time
The swiftness with which the ram moves in and out is determined by how many gallons per minute can be transported. The higher rate of GPM translates to shorter working intervals and quicker wood splitting progress. Caution must be paid however in finding the balance between the engine’s power and the flow rate as a pump can be too large to such an extent as it may hinder or cause the engine and hydraulic fluid to rise to scorchingly high temperatures.
There are various sizes of pumps that are used in log splitters with the most common being 11 GPM, 16 GPM and 22 GPM pumps. An 11 GPM pump is best paired with a 5-6 HP rated engine in a residential log splitter designed for 20 ton splitting capacity. There is a further limitation of top performance within the industry that dictates a 16 GPM pump needs an engine capable of delivering 8 HP or more, 25-30 ton capacity log splitters. Last, but not least, a pump of 22 GPM will require an engine with 11-13 HP for its larger capacity volume operations.
Pressure Rating (PSI) and Splitting Force
The force exerted by the cylinder will be determined by the pressure. It is the pressure and the cylinder bore that allow us to calculate the splitting force in tons. The majority of domestic log splitters are designed to work in the pressure range of 2500 to 3000 PSI. More powerful commercial splitters can use pressures to 3500 PSI.
A hydraulic pump at least as strong as the highest pressure produced by the system is required. Most two-stage log splitter pumps are rated for continuous work at about 3000 PSI. While the maximum pressure rating falls approximately in the range of 3600 – 4000 PSI. Always ensure that the pump’s maximum pressure will exceed the pressure that has been set for the relief valve.
Horsepower Requirements and Engine Matching
The power required to drive a hydraulic pump follows a straightforward formula:
HP = (PSI × GPM) / 1714
This is the formula for hydraulic horsepower. Generally, a larger engine will be specified in order to compensate for any mechanical losses. As a practical measure, 15% – 20% of the calculated hydraulic horsepower should be added to the total.
For instance, for a pump with the capacity of 16 GPM, with a pressure of 2500 PSI, the rough estimate number when it comes to hydraulic power should be about 23.3 horsepower. From our last visit at the plant site, it is safe to say that such load can be handled by one double-acting high-pressure 9 to 13 HP gasoline engine. This is the case because the pump is a two stage pump and then, within a very short period will operate at its fullest capacity. The one is the low-pressure, low-horsepower stage, and the other one is the high-pressure, high-horsepower stage.
Rotation Direction (Clockwise vs. Counterclockwise)
One of alloway specifications that is seldom mentioned but equally important to the pumps’ manufacturers is the rotation direction. Most small direct drive and horizontal shaft engines, lawns, and mowers centered on gasoline Engines rotate clockwise looking at the shaft end. Most pumps are also made this way. The same does not come out for some belt drive configurations, vertical shaft engines, and some special OEM designs, such as the ones below.
If a clockwise pump is bolted onto an anticlockwise shaft, very little, if any, flow will happen. The pump might still rotate, but no pressure would be built inside the internal gears. Always check the Engine rotation first before ordering any parts or before installation. If you are removing an old pump, look for rotation marking on the casing or check the Original Equipment manual.
Port Sizes and Mounting Compatibility
Most log splitter engines require mounting on frames and other devices with the same type of mounting pattern that is normally done with four bolts. Mounting holes are usually at 2-inch gap of the axis of the bolt and generally in a 2.83-inch bolt circle. The shaft is often around 1/2 inch with a Woodruff key. Most commonly, the inlet ports will fit about 1-inch hose barbs or tube adapters. However, this is where the differences are: a newer Ramirez pump will have 1/2 in NPT ports.
How to Size a Hydraulic Pump for Your Log Splitter

The pump that is used with log splitters is sized based on its intended applications. This involves examining the pump displacement and how it relates to the rated capacity of the engine and ram, together with other aspects of the machine task. Using a pump with a smaller office area will enormously increase the time it takes to clear the splitting area which implies a reduction in operating efficiency. Using a bigger pump will help burn more fuel, heat up the fluid excessively and may spoil the engine.
Step 1 — Determine Your Splitting Force Requirement
First, let’s start with the amount of tonnage that is required. For instance, domestic units are rated for cooling capacities between 10 and 25 tons. In contrast, larger machines with capacities of up to 30 to 40 tons can process substantially large rounds of hardwood at once.
Splitting force depends on cylinder bore diameter and system pressure according to the formula:
Force (lbs) = Pressure (PSI) × Cylinder Area (in²)
Consider a 4-inch bore cylinder operating at a working pressure of 3,000 PSI. It will develop a force of 37,700 pounds (or nearly 18.8 tons). If your requirement is 25 tons, it would likewise imply that the bore size or pressure has to be larger. That is where the trouble begins. The pump should not only be rated at a pressure to give that target force but also must be able to sustain that pressure.
Step 2 — Calculate Required Flow Rate
Cycle time depends on cylinder volume and pump flow rate. First, calculate the cylinder volume in gallons:
Volume = (Cylinder Area × Stroke Length) / 231
Then divide by your desired cycle time to find the required GPM:
GPM = Volume / Time
If a 24-inch stroke is provided and the cylinder diameter is 4 inches, the volume is 1.31 gallons. You should use about 7.9 GPM if you desire a 10-second cycle time. However, as a practical matter, one would select a pump that would give a 10% to 15% more flow than 7.9 GPM.
Step 3 — Match Pump to Engine or Motor Capacity
Do a simple check of the engine in question for its capacity to actuate the pump based on the horsepower formula. Remember that the two-stage pumps have the effect of minimizing the peak horsepower requirement as the high flow stage goes to work at a low pressure. In the case of belt and chain arrangements, the pump’s rated speed must match the engine’s operating speed. Most of the log splitter pumps are rated at 3,600 RPM.
For an electric motor driven splitter, the calculations are almost similar. For example, with a 3,450 RPM electric motor, one can use the unit instead of a gasoline engine with the same pump, if the horsepower is the right one.
Step 4 — Verify System Pressure and Relief Settings
The secondary pump has an adjustable high-pressure oil pump relief valve to protect other circuit components from overpressure. It’s the relief valve that needs to be set within the parameters of the pump’s maximum pressure. Thus, for most two stage gear pumps, the relief is set between 2,500 and 3,000 PSI. Never system pressure to go above the pump’s maximum intermittent rating, which is usually 3,600 to 4,000 PSI.
One such person is Tom, who does a firewood business in Wisconsin. When he acquired a 30-ton splitter, he thought that since it was a bigger machine with a higher capacity than his older 20-ton splitter, which was equipped with a pump that pumped at a rate of 11 GPM, he would see an improvement in performance by installing a larger pump. Anyway, not to make up yarns, the chap mounted a 22 GPM pump to the 8 HP engine he had.
Speeches of regret came in soon after. Almost every time a log was put in for a split, the engine stalled. This was because the type of pump installed required more power at high pressure than the engine could provide the pump as it was. Giving the issue a serious thought accompanied by the handy horsepower formula, Tom resolved to replace the under or overpowered pump with a 16 GPM rated pump. This improved his cycle time, eliminated the strain on the engine and drove the fuel consumption levels well below what they were. The simple nature of the pump formula accomplished more work than went into the oversized number engraved on the pump’s housing.
Not sure which pump size matches your engine and cylinder? Contact our engineering team for a compatibility assessment based on your system specifications.
Common Log Splitter Hydraulic Pump Configurations

The market provides a number of standard pump configurations that aim at serving a particular splitter class. Understanding these configurations serves to make the selection process easier as well as reduce the chances of incompatibility.
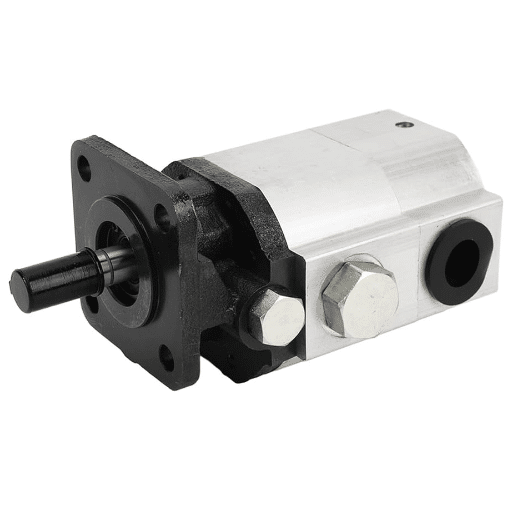
11 GPM Two-Stage Pumps — Light-Duty and Residential
The 11 GPM two-stage pump is the entry-level standard recommended by most manufacturers for use in residential splitters. This pump is typically used with a 5-6.5 hp engine and supports splitter tonnages up to 20 tons. The typical flow from the first stage is about 9 GPM at 400-650 PSI. The second stage drops to approximately 2 GPM at 2,500 PSI.
The common configuration of such pumps for splitters comes from models of companies such as SpeeCo, Champion, Huskee, Oregon, MTD, etc. Such pumps are readily available and of low cost. When one is rebuilding a residential splitter or making a light-duty splitter, the correct choice is the 11 GPM pump.
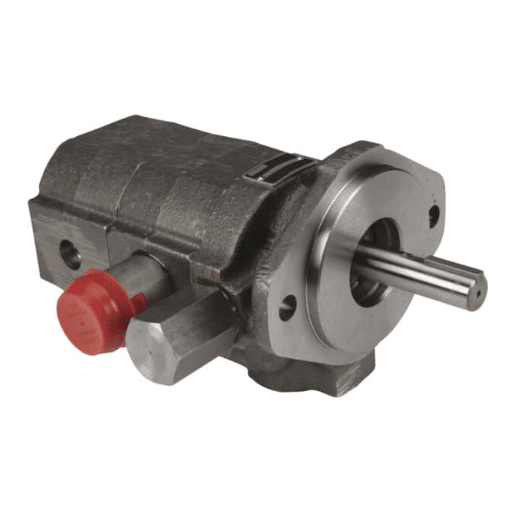
16 GPM Two-Stage Pumps — Standard Commercial Use
The 16 GPM two-stage pump is indeed the commercial sweet spot. Requires a minimum of 8 to 9 HP and supports a 25 to 30 ton splitter. Flow at the first stage is typically at 650 PSI at 13 GPM. The second stage will drop to 3 GPM at second stage at 2,500 PSI.
It is the most common solution and design specification for serious firewood processing for as long as there is still wood to do it. This pump offers a good balance between the speed of the process, in other words, cycle times and quality of the machine as well as its most universal because it can be applied to the broadest range of engines and, especially, cylinders. It is a size that most contractors spec out for their mid-range commercial equipment.
22 to 28 GPM Pumps — High-Volume Operations
There are two additional categories. For the customers who process more than one cord a day in commercial yards, 22 GPM and 28 GPM units are those where cycle time can be eliminated. The former, for example, has an engine size of 11–13 HP or of 16+ HP for the latter. In other words, they are often recommended for use in continuous duty applications as well as gas-powered log splitters 30 and 40-ton-sized.
Fuel capacity shall be described. This is why, in a lot of the machines, they are bigger and the fans are positioned differently for the cooling system to be effective. In a small or very expensive project such as this one, it is better not to include this category.
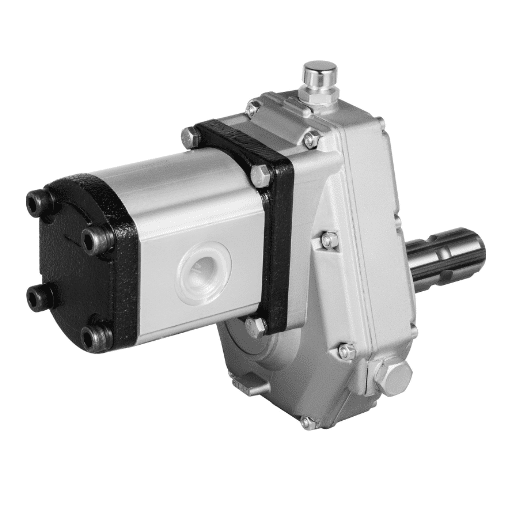
PTO-Driven and Electric Motor-Driven Options
The hydraulic pumps, which function by using power take-off shafts, are typically attached to tractors. This obviates the necessity for an extra splitting engine to be carried. Hydraulic PTO pumps come with a high demand levels in the areas of agricultural and social properties where a tractor is present. These also use the same gallons per minute and pound-force per square inch cross-matching principles. However there integration and RPM support are farm tractor specific.
With time newer designs of hydraulic pumps replaced the conventional ones with motor-driven hydraulics powered by batteries. Such equipment is best suited and finds application in small, predominantly residential and indoors areas as it operates without making noise. When compared to internal combustion engines, the electricity-operated pumps tend to have low flow rates and hence the electricity-operated pumps are best suited for use with a flow rate of 11 GPM or less.
| Pump Configuration | Flow Rate | Min Engine HP | Splitter Tonnage | Typical Use |
|---|---|---|---|---|
| 11 GPM two-stage | 11 GPM | 5–6.5 HP | 10–20 tons | Residential |
| 16 GPM two-stage | 16 GPM | 8–9 HP | 25–30 tons | Commercial |
| 22 GPM two-stage | 22 GPM | 11–13 HP | 30–35 tons | High-volume commercial |
| 28 GPM two-stage | 28 GPM | 16+ HP | 35–40+ tons | Industrial/firewood yards |
Want to learn more about the 20 GPM Hydraulic Pump? Please check out our guide about the 20 GPM Hydraulic Pump.
Maintenance and Troubleshooting
For a log splitter hydraulic pump off each other the brand assurance is to be great and the hydraulic pump itself should work out without any issue for several years. The common reasons for this exercise are avoidable issues like where impurities, overheating among others, which lead to a short lifespan.
Regular Maintenance Schedule
Prior to any other operation, first things first should be to ensure that the hydraulic fluid is in check. Low fluid level induces cavitation, which in return damages the pump internals due to continuous vapor bubble collapse. Replace hydraulic fluid every year or 100 hours of use in most cases such as in commercial applications. Select the appropriate viscosity grade recommended by the vendor which is usually AW 32 or AW 46.
Make sure the suction strainer is inspected at least once every month since the most common cause of loss in gear pump functionality is fluid filled with solid materials. It’s worth noting that contaminants as small as 25 microns do have the power to cause apples position on gear coal surfaces and also make them less efficient over time. Modulate the illustrations in your machine even in the very middle of changes.
Conduct a tip inspection as well as an evaluation of hoses, fittings, and sealing to detect for a reaction issue. In general, minor leaks at the shaft seal suggest wear is progressing. Do not postpone fixing it since it can lead to fluid loss and also contaminants can enter the system.
Common Failure Modes and Diagnostic Steps
If the compressor has a low flow but the pressure is high, such behaviour of a pump implies restricted inlet flow. Inspect the suction lines and the drain plug, make sure the strainer is not clogged, and there is no shortage of hydraulic fluid in the reservoir.
Weak splitting force despite fast cycling usually means the pump is not shifting to the high-pressure second stage. This can result from a stuck stage-shift valve, internal wear, or pressure set below the shift threshold.
Very high noises emanating or a constant grinding noise when the pump runs may be an indication of cavitation or aeration. Cavitation is, however, due to lack of enough fluid in the pump. As for aeration, it occurs when air is sucked into the suction line due to poor attachments. In both cases, the noise is clearly defined and very high-pitched, conducive to wear and speeding up the wear of the internal components.
Admittedly, overheating is more of an indicator that there is an excessive amount of heat that is produced within the system that the reservoir cannot absorb at a time. Generally, overheating of the hydraulic reservoir can result from the nature of the extended relief valve, an undersized reservoir, working of the system beyond the normal duty cycle, and an incoming query on fluid type.
When to Replace vs. Repair
In most cases of minor seal leaks, replacement of the seals and the pump body and gears in the case of their being in a perfect state of repair, will prevent further leakage. It should be noted, however, that gear pumps are usually not economically reparable after a certain degree of internal wear. If the gears are pitted, the bearings are smashed or the outer casing becomes too specific, a substitution can be assembled within the budget efficiently.
There is a need to improve the compressibility properties of tablets. This further leads to modification of the tablet matrix (pressure) and formulation. Depending on the chemical composition of the compound, binders comprising of organic or inorganic materials can be used.
Sourcing and Procurement Considerations
Pump specification on paper is synonymous to only one half of the process. The other half cascades from the pump’s manufacturer that you choose as to they are able to release the pump that was described in the specification to the intended recipient.
OEM vs. Aftermarket Pumps
Pumps manufactured under an Original Equipment Manufacturer (OEM) agreement are fabricated specifically to the requirements of the equipment to which they are intended to be affixed. This should assure the user of instantaneous compatibility though there is a higher likelihood of being charged higher for such a service. Reputable hydraulic manufacturers have a range of such but under reasonable prices and meet the oem performance standards and verifications have been done.
Be sure to validate aftermarket options, taking care that GPM, PSI, rotational direction, dimensions for the shaft, and the pattern in which it is mounted are exactly the same. Do not rely on the outward appearance since even slightly different port thread and bolt spacing will prevent a good pump from working properly.
Quality Standards and Certifications to Require
The construction of industrial hydraulic pumps is required to be carried out in strict compliance to the established processes of quality control. This requirement is met when the supplier has complied with ISO 9001. The standard defines general requirements and covers all areas of production and inspection practices, including requirements for the pumps specifically aimed at export markets within a compliance plan of the standard.
Global Sourcing and Export-Ready Specifications
More importantly, when considering sourcing pumps from abroad, particularly from many foreign countries, speak to the suppliers about packaging, labels, and instructions before placing orders. In this article, the aim is to emphasize the importance of industrial export packaging using the example of pumps resistant to moisture in order to highlight this sector of the industry that utilizes containerised shipments. Labeling mistakes especially incorrect voltage or rotation labels in motor-driven equipment, could cause additional acceptance delays and costs.
The actual period required to complete an order depends largely on the volume and the amount of customization needed. Orders of basic two-stage gear pumps with well-known manufacturers are generally shipped between 2-4 weeks. Also, more complex orders that require custom designs or private label products, particularly with rotary shafts, could take 6-8 weeks for an order to be completed accordingly.
Evaluating a Hydraulic Pump Manufacturer
Before you decide to go with a provider, make an evaluation of their four basic characteristics. One, the equipment of the manufacturing facility: – Which includes CNC machining centers and precision grinding machines that are used in making gear pumps of which there is a necessity of very close precision. Two, testing infrastructure: pressure testing, flow validation and noise measurement are necessary to guarantee the quality of the products. Three, material traceability is the fourth basic requirement of a supplier – the ability to establish the composition of the alloy used, the spatial dimensions of the product, and even the remaining details at any point of its assembly. Five, supply consistency is another basic supplier capability – an opportunity to be able to provide the same parts for another purchase without change in design.
Lisa is responsible for procurement in a company that works as a dealer of regional equipment. The regional dealers sell machines such as log splitters and their parts in which mostly cater to the requirements of the agricultural sector in the Midwest. Two years ago, however, she shifted from the already known country’s original spares dealers to direct procurement of materials from an expatriate manufacturer who has a valid ISO certification.
The change led to an approximate decrease of 30% in her pump purchase prices. More importantly, the warranty claims also reduced by slightly less than 50% mainly because the quality remained constant and there was sufficient test data available. What is more, her dealers are able to get pumps with selected performance curves rather than ordered and put in small boxes. She was satisfied with the documentation and her clients did not have to go through some headaches owing to few variations.
Looking for a reliable hydraulic pump supplier for your equipment line? Request a quotation for standard or OEM-configured log splitter pumps with full technical documentation.
FAQ
What size hydraulic pump do I need for a log splitter?
Assigning the most suitable pump according to the engines rating in terms of capacity makes it necessary to look for an ideal and well-thought-out tonnage. It will be hard to find such an article. A standard 11 GPM two stage pump is appropriate for a 5-6.5 HP engine mounted on a 10 to 20 ton splitter as well as a 16 GPM pump which goes well with 8-9 HP engines for 25- 30 ton units. Use the formula HP = (PSI × GPM) / 1714 to verify engine capacity.
How does a two-stage hydraulic pump work on a log splitter?
A two-stage pump contains two internal pairs of gears rather than one. The first stage delivers high flow with low pressure for quick ram traverse. If pressure exceeds at about 650 PSI, an internal valve will switch the flow to another gear set named the second stage, which gives a lower flow with high pressure for the splitting of the load.
What PSI should a log splitter pump be?
Most of the log splitters used but residential and commercial places such as individual households and businesses, have safety valves preset for control of oil pressure fluctuations to between 2500-3000 PSI. Generally, it is necessary to make sure the pump is at least rated to that pressure on a constant basis. The maximum allowable pressure on a pump may rise all the way to 3600-4000 PSI in a brief period of use.
Can I use any hydraulic pump for a log splitter?
No. Log splitters need a pump that is suitable with an open-center system, is powerful enough to sustain use field after field, and is measured in relation to the horsepower and the direction of rotation of the plant. The two-stage pumps are common because they are the best. Individuals who use such pumps for instances where such is not fit for them are bound to experience very low performance, damage to engines or complete collapse of the system.
How do I know if my log splitter pump is bad?
The outcomes include slow motion, reduced splitting force, high-pitch whizzing sound, vibrations, heating up and external signs of oil seepage. When speed is too slow despite adequate pressure, the cause is usually vacuum restraint on the inlet at the forward end. If the splitting force is poor, one’s first impression may be that the pump has not shifted into high pressure. The high-pitched sound is cavitating or aerating.
Conclusion
When it comes to choosing the right pumps for log splitter hydraulic systems, one must consider flow capabilities, maximum circuit pressures, engine requirements, and pump mountings, especially within the log splitter industry. Since it is well balanced to provide the best mix of approach speed and division capacity without having to use larger performance engines, it’s the two-stage gear pump that is the most common in the log splitter market.
Key takeaways for your next pump selection:
- Match GPM to engine horsepower using the HP = (PSI × GPM) / 1714 formula.
- Verify rotation direction before ordering to avoid installation failure.
- Confirm mounting dimensions, shaft size, and port threading against your existing system.
- Set relief valve pressure at or below the pump’s continuous duty rating.
- Source from manufacturers who provide performance test data and documented quality control.
A well-selected pump noticeably decreases time-to-build, raises the engine’s durability, and eases maintenance. A badly selected pump tends to create despair as well as excessive downtimes, and cost of repeated unnecessary pinch rebuilding. You need to spare some time to use software tools to find the right requirements, check each and every detail, and pick a subcontractor who is capable of delivering a systematic, well-checked performance.
Ready to source a hydraulic pump for your log splitter? Contact LOYAL INDUSTRIAL PTE. LTD. for technical specifications, compatibility guidance, or a customized quotation for your equipment requirements.