When it comes to fluid transfer systems, vane pumps and gear pumps are two of the most commonly used technologies across various industries. While both serve similar purposes, their designs, mechanisms, and performance characteristics can vary significantly, making them suitable for distinct applications. Whether you’re selecting a pump for an industrial hydraulic system, fuel transfer, or chemical processing, understanding these differences is critical to ensuring operational efficiency and system longevity. This article takes a detailed look at vane pumps and gear pumps, breaking down their functions, advantages, limitations, and the types of scenarios where each performs best.
Working Principles

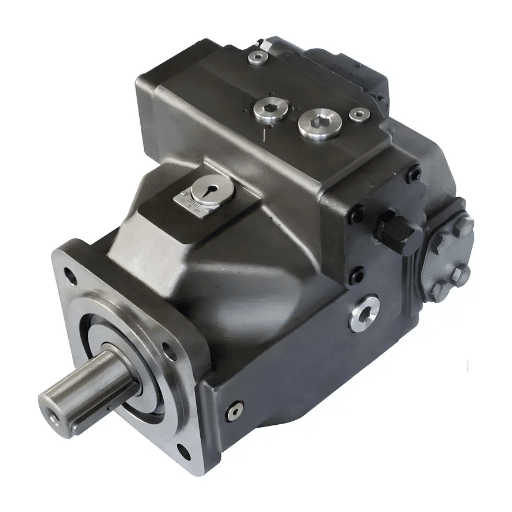
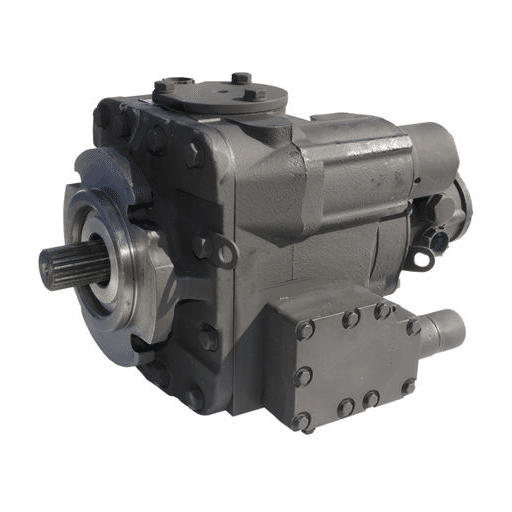
How Vane Pumps Operate
The working principle behind vane pumps involves vanes traversing a rotor, which rotates within a cavity. The rotor is set off-center in the pump casing, so that the volume of chambers varies. While rotating, the vanes slide out under centrifugal force to remain in contact with the inner wall of the housing. As the chambers enlarge, they create suction, thereby drawing the fluid into the pump. The fluid is then displaced, along with pressure, by the contracting chambers during rotation.
Vane pumps maintain a steady flow rate under a variety of pressures, making the pumps very efficient where applications call for dependable performance for long operating hours. It is also self-priming, which means it can serve in systems where air or vapor is initially present, thereby allowing for smooth startup and little disruption during operation.
Their ability to handle low-viscosity fluids and simple design make vane pumps suitable for different applications. However, they are not the best option for fluids of high viscosity or abrasiveness, for such would greatly reduce the life of the vanes and other inner parts with time. Suitable maintenance and a careful selection of materials will ensure the vane pump performs well and lasts in tough applications.
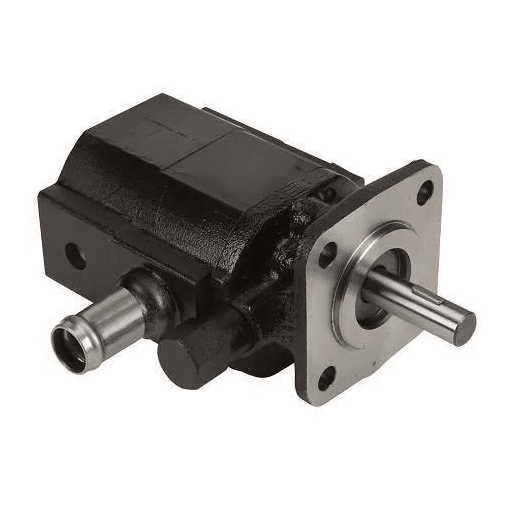
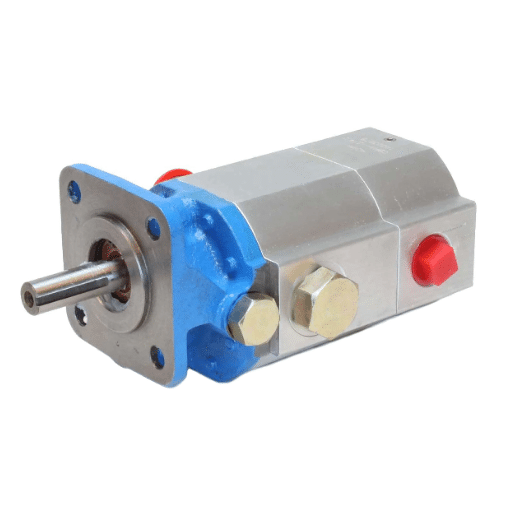
Mechanics of Gear Pumps
Gear pumps work on the basis of having two meshing gears that rotate inside a pump housing. Usually, these gears are one driving gear, powered by an external source, and one driven gear that rotates in unison. The fluid enters the pump through its inlet, where it is trapped in the pockets formed between the spaces of gear teeth and the housing. The rotation of the gears transports this fluid around the interior of the housing toward the outlet. The meshing of the gear teeth forces the fluid out of the pump under pressure, thus creating a constant flow.
One big plus for gear pumps is that they can handle high-pressure and quite viscous fluids. With fairly tight tolerances present between the gear teeth and the housing, most internal leakage is prevented. Internal leakage decreases efficiency because fluid escapes back inside without generating any pressure. Some applications require great tolerance to pressure and viscosity. Among those applications are fuel injection systems, lubrication circuits, and hydraulic power transmission. Another benefit of the gear pumps is their very simple design, which correlates well with reliability and also ease of maintenance. Disadvantages are that they are not suitable for abrasive fluids and for those containing solids, because such fluids cause excessive wear, which reduces the performance of the pump with time.
To bring forth the very best from gear pumps, one must consider the correct choice of material and ensure maintenance. Usually, gears are made from hardened steel, cast iron, or other sturdy materials to minimize wear of the gear and thus prolong its service life. Keeping the gear pump in shape requires regular inspections and replacement of worn components, and operating under clean conditions; these maintain the gear pump and ensure efficiency and longer life. Robustness, reliability, and adaptability to a wide variety of liquid transfer needs ensure that gear pumps assume an important position in many industrial systems.
Unique Features of Vane and Gear Pumps

Design Characteristics of Vane Pumps
Vane pumps are positive displacement pumps that are known for their unique operating principle involving a rotor, vanes, and casing. The rotor is installed eccentrically inside the pump body to retain several retractable vanes that slide within slots. The vanes are extended outward with centrifugal force and hydraulic pressure, thereby sealing compartments as they remain in contact with the casing’s interior wall. Hence, these pumps are very well suited to carry fluid with little to medium viscosity, such as gasoline, solvent, and hydraulic fluids.
One of the major advantages of vane pumps is their ability to maintain constant output at variable pressures due to the self-compensated action of the vanes. This yields very little pulsation and smooth fluid delivery, highly required in sensitive industrial applications. Vane pumps are also characterized by high precision and the capability of working at very low speeds, thus saving on power usage.
The choice of materials for components considerably influences the efficiency and service life of vane pumps. Materials commonly employed for vanes and casing may be: hardened metals or composites to reduce wear and ensure chemical compatibility with the various types of fluids. Vane pumps also benefit from being relatively compact and quieter than other types of positive-displacement pumps, so they are ideal for installations in which space is limited and where noise is a concern.
Vane pumps continue to remain popular in a wide variety of industrial settings such as automotive, chemical processing, and hydraulic systems, where functioning at steady performance is quite important. Owing to better materials and finer manufacturing techniques, there has been a steady increase in the durability of modern vane pumps, which ensures the capacity to handle more demanding work.
Distinct Features of Gear Pumps
Gear pumps constitute positive displacement pumps, inherently robust in design and efficiently serving diverse industrial applications. These are operated by two interlocking gears and ensure a steady and precise flow, mostly suitable for little pulsating transfer of viscous fluids such as oils, fuels, and other chemical solutions.
The primary feature of gear pumps is their simple design, which enhances easy maintenance and longevity. They also come in two configurations: external and internal gear pumps, thus giving flexibility for use in a variety of system arrangements. External gear pumps generally offer higher pressures, while internal gear pumps handle thicker, higher-viscosity fluids better as the flow they produce is smoother.
Furthermore, gear pumps offer exceptionally good self-priming ability, which means they can work efficiently in systems that require a suction lift. They can pump fluids with very little entrained solids and can maintain their gross structural integrity under high operating pressures. Modern designs of gear pumps incorporate metallurgies like stainless steel or composite alloys to enhance resistance to wear and corrosion and to give a longer service life.
By their highly precise engineering and manufacturing standards, modern gear pumps are now much more capable of producing higher efficiencies while simultaneously reducing energy consumption and operational costs. Given that they are small and versatile, they become the very heart of all industries, ranging from petrochemicals to food processing, where reliability and precision are of utmost importance.
Rotary Mechanisms in Both Pumps
Rotary mechanisms constitute the chief field of functional operation in gear and other rotary pumps and convert mechanical energy into fluid movement through an exact rotational movement. Such mechanisms regularly have two or more rotating parts that either engage and disengage, such as gears, lobes, or vanes, to create suction and discharge forces. The rotary mechanism provides a steady, non-pulsating flow, which is of great advantage where high precision and uniformity are required.
Advanced materials and state-of-the-art manufacturing processes have greatly elevated the design, efficiency, and durability of modern rotary pump mechanisms. For example, the coalescence of wear-resistant alloys and precisely machined components reduces internal clearance losses and friction-related losses, hence directly improving volumetric efficiency. On the other hand, developments in rotary pumps in the form of magnetic couplings and seal-less designs reduce the chances of leakage, especially while handling volatile or hazardous liquids.
The rotary mechanism must take into consideration the properties of the fluid, such as viscosity, temperature, and particulate content, to achieve optimum performance. The ability to handle a wide variety of fluids, without compromising on flow rate or pressure stability, has made rotary pumps highly popular in both industrial and commercial domains. With modern technical advancements and computerized monitoring systems, operational adjustments may be made in real-time so that the pumps operate at optimum efficiency under changing operating conditions. This harmonious relationship between mechanical design and system adaptability defines the very core of rotary mechanisms in fluid transfer technologies today.
Applications and Industries

Common Uses for Vane Pumps
Vane pumps are predominantly used for many purposes, depending on the kind of manufacturing an industry conducts. Mainly, these are used in power steering systems to adjust hydraulic pressure and ensure adequate performance within the automotive industry. Other important applications include fuel transfer operations, encompassing the transportation and dispensing of fuels like gasoline and diesel.
In industrial manufacturing, the so-called lubrication system will apply vane pumps to create consistent operating conditions for the machines. This will lead to an increase in wear and tear and a reduction in equipment life span. Secondly, it finds another application in the food and beverage industries, which handle low viscosity fluids, such as syrups, oils, and beverages operation requiring very little shearing from the pumps to maintain product integrity and quality.
Another demonstration of the flexibility of vane pumps is HVAC (Heating, Ventilating, and Air Conditioning), in which they pump refrigerants and other critical fluids to keep the systems running. Likewise, in medical and pharmaceutical industries, it provides highly precise transport solutions for delicate substances.
A good foundation of engineering, the employment of contemporary materials, and the finest operational controls ensure the extremely reliable solutions that vane pumps have evolved to offer in such diverse industries. Because of this, they are considered indispensable whenever performance is a consideration, and when it demands accuracy with a wide range of fluid viscosities and pressures.
Industries That Prefer Gear Pumps
Gear pumps are integral in industries requiring precision in fluid handling, smooth flow, and operation under high pressure. In the end, such are the chemical industries that use gear pumps to ensure the transfer of highly viscous and corrosive chemicals. They require a steady flow rate and abrasive materials that resist with the minimum degree of wear; hence, they are due to perform in such conditions.
Gear pumps are massively used by the oil and gas industry during operations such as the injection of fuel, lubrication, and transportation of crude oil. Gear pumps are rugged and efficient, and they handle hydrocarbons under a variety of temperatures and pressures. Their compact nature and their ability to withstand hazardous environments further enhance their usefulness in this field.
The food and beverage industries also benefit from sanitary-grade gear pumps. Made from stainless steel and other food-grade materials, they maintain hygiene standards throughout the industry while accurately dosing syrups, oils, and flavoring agents. Also, in pharmaceutical production, gear pumps are used for metering high-viscosity materials to ensure consistent and precise formulation of the products.
Gear pumps find their use for dispensing accurate lubrication to moving parts in automotive and industrial machinery, which helps arrest wear and delays the premature aging of equipment. Directly associated with the wide range of fluids they can work with, the versatility and durability of gear pumps have made them vital to many industrial areas.
Comparative Analysis of Applications
Having been referred to as the best in terms of precision, noise, and energy efficiency, vane pumps are the opposite in the field of gear pumps, which are mostly used for high-pressure, grit-laden fluids.
|
Aspect |
Vane Pump |
Gear Pump |
|---|---|---|
|
Design |
Complex |
Simple |
|
Accuracy |
High |
Moderate |
|
Sound |
Quiet |
Noisy |
|
Force |
Medium |
Strong |
|
Expense |
Higher Initial |
Lower Initial |
|
Fluid Quality |
Clean Needed |
Contamination Tolerant |
|
Usage |
Precise Systems |
Heavy-Duty Systems |
|
Upkeep |
Frequent |
Simplified |
|
Lifespan |
Self-Adjusting |
Durable |
|
Fluid Type |
Thin Liquids |
Thick Liquids |
Advantages and Disadvantages

Benefits of Vane Pumps
Vane pumps have numerous and varied applications that require two heavy requirements: efficiency and versatility. Below is an elaborate discussion of the five main advantages:
- High Efficiency With Low-Viscosity Fluids: ane pumps are particularly efficient for handling low-viscosity fluids and maintaining operational efficiency and consistent flow rates, even in hostile environments. It thus finds applications in places like fuel delivery systems and hydraulics needing precision.
- Noise Free: Vane pumps make little noise compared to other types of pumps owing to their smooth internal operation and construction. This comes into play where a reduction of noise is of concern, for example, in HVAC systems and laboratory equipment.
- Self-Priming Type: Self-priming capability of vane pumps is very strong, in that they would not need any external insertion to start the fluid flow. This ensures its mode of operation in the transferring of fuel applications or beverage dispensing.
- Small and Lightweight: Being small and light makes them a choice for tight spaces. This is highly favored by automotive and aerospace industries wherein there exist stringent requirements on size and weight.
- Adaptability to Wear: Sliding vanes design ensures that there is adjustment for wear and tear of sealing faces and maintaining the seal and performance level. This capability increases the pumps’ lifespan and ensures their maintenance cost going down with time.
These capacities are the technical ones of vane pumps, thus emphasizing the fact that they are indispensable in industries that require precision, efficiency, and durability.
Advantages of Gear Pumps
Gear pumps have been well esteemed for operational reliability and efficiency in various industries. However, the pumps lend their operations some critical advantages, thereby making them the first choice in most operations. Among the five main advantages are:
- Handling High Pressure: A gear pump, with its capability of yielding high-pressure outputs, like those beyond 250 bar (3,625 psi), becomes an instrument requiring strict application of pressure control, consistency, and maintenance of a steady flow rate even when subjected to demanding conditions.
- Compact Design and Robust Construction: Due to its compactness and simplicity of design, the gear pump can find its way into systems where space is very limited. On the other hand, their mechanical assembly is robust; hence, such a design can withstand severe operating environments with little wear and tear.
- Constant Flow Rate: Gear pumps give a constant measure of fluid flow regardless of any change in pressure. This reliability in volumetric efficiency is suited for very sensitive processes where uniformity in fluid transfer is a must, such as dosing systems or hydraulic circuits.
- Large Range of Viscosity Handling: Gear pumps are very versatile fluid-handling devices capable of working with fluids ranging in viscosities from low-viscosity solvents to high-viscosity oils. This makes the gear pump suitable for the petrochemical, automobile, and food processing industries.
- Low Maintenance Requirements: With fewer moving parts and a simple design, gear pumps demand relatively low maintenance effort and costs. Their self-priming capability further enhances operational efficiency, reducing downtime and service-related interruptions in industrial processes.
Thus, these characteristics are a collective basis for which gear pumps are considered vital in industries where precision, reliability, and maximized performance in pumping systems are required.
Limitations of Each Pump Type
- Gear Pumps: One primary limitation of gear pumps is that they cannot really handle abrasive or viscous fluids well. The tight working tolerances between the gear parts tend to get worn out when abrasive or highly viscous fluids are handled, taking mechanical failure some time to get set into place. Another limitation is that they do not offer some inherent flow control, while varying discharge flow is required; hence, an external flow control device becomes a higher-level necessity. Other factors that can deter their use include the noise resulting from the meshing of the gears, especially when quieter operations are demanded.
- Centrifugal Pumps: The limitation of centrifugal pumps, when pumping high viscous oriented fluids, is that their performance substantially reduces with the increase in the viscosity of the fluid due to the medium being moved with the help of centrifugal force. Moreover, they are sensitive to suction conditions; anything that would promote cavitation, which leads to a loss in pump efficiency and damages internal components, would be detrimental. They also have great efficiency under low-flow-rate conditions, making them less desirable for accurate or low-capacity applications. The necessity of priming in certain designs also introduces operational difficulties that might thwart their immediate use in some scenarios.
- Diaphragm Pumps: In spite of being versatile, diaphragm pumps have difficulties when a given application demands sufficiently steady and high flow rates. The pulsating flow of the pumps translates into fluctuations in the output pressure, requiring dampers for pulsation in systems where precision matters. The moving parts related to the diaphragm are put under abrasion, requiring frequent replacement and driving the maintenance costs up. Diaphragm pumps are also generally incapable of withstanding high temperature or aggressive chemical applications and may degrade in such working conditions, thus confining their working range compared to other pump types.
- Peristaltic Pumps: The pressure capabilities of these pump types are mostly limited since peristaltic pumps are not meant for very high-pressure applications. They are forced to change over tubes, which wear out by fatigue and thus must be regularly replaced before failures occur. This could prove quite costly and time-consuming in large industrial installations. The huge flow rates operationally deteriorate their efficiency, which, in turn, lessens their effectiveness for applications demanding high-capacity output.
Comprehending these limitations is crucial for selecting the appropriate pump type for a given industrial requirement, further stressing the need for matching pump specifications to operational needs and constraints.
Choosing Between Vane Pumps and Gear Pumps

Maintenance Requirements
Both vane and gear pumps require regular maintenance to function at peak efficiency and have a long service life. However, each pump undergoes a distinctly different maintenance regimen due to its mechanical design and operational mechanisms. Vane pumps usually deserve more frequent checks as the vanes can wear because they slide into and out of slots during operation. Worn vanes tend to cause a loss of efficiency, leakage, and erratic flow; hence, periodic visual inspections and replacement become imperative. Proper lubrication truly becomes a significant factor in cautioning against excessive wear and outright friction within the system of a vane pump.
On the contrary, gear pumps are quite famous for heavy-duty construction and reduction in maintenance intervals. Yet, the gears in gear pumps, bearings, and seals need constant inspection, as these are subject to aging if the pump works with an abrasive or thick fluid. Lack of proper alignment and wear in gear teeth diminishes the operational efficiency and may eventually cause the complete failure of the system. Maintenance of the pre-set clearances and proper sealing is needed to maintain the efficiency of gear pumps and to impede internal leakage.
Industrial failure data based on past experiences highlights that neglecting any maintenance activities for either pump will offer drastic downtime, vaning pump having a higher failure rate in systems with improper lubrication. Observing maintenance intervals recommended by the OEM and equipping oneself with predictive diagnostics like vibration analysis or thermal imaging will, for both, significantly reduce the probability of sudden operational hiccups.
Efficiency and Performance Considerations
Considering efficiency and performance, the two types of pumps have different operational natures that may affect their fitness for certain applications. Vane pumps typically display a greater volumetric efficiency in that they are designed with tight internal clearances, which maintain constant flow rates and internal leakages, especially under low-speed conditions. This makes them suitable for tasks where fluid must be delivered steadily for precision applications. Whereas gear pumps rank slightly inferior to their counterparts under such circumstances, they do well in pumping highly viscous fluids and in abrasive environments, owing to their sturdy design.
Therefore, performance is heavily influenced by system variables like viscosity, temperature, and operating pressure. For example, vane pumps generally prefer systems where operating conditions are stable, whereas fast changes in pressure and viscosity poorly affect the sealing capability of vane pumps.
Advances in materials science and pump technologies such as coated surfaces and state-of-the-art components have also contributed to increasing the efficiency and life of both pump types. The integration of modern control systems such as variable frequency drives (VFDs) or IoT-enabled performance monitoring can maximize pump operation in real-time, thereby optimizing energy consumption, reducing wear, and cutting operational costs over time.
Cost Analysis and Budgeting Factors
For pump systems, cost implications raise the important issue of considering upfront costs vs. operational expenses over time. Capital expenditure (CAPEX) is initially fixed by purchase-price considerations, installation-related costs, or modification of any existing infrastructure. Theoretically, more advanced systems such as those with VFDs or IoT-enabled sensing apparatuses could carry higher CAPEX, but the OPEX can be substantially lower.
OPEX carries the weight of its budgeting element, since that consists of energy usage, maintenance, and repair costs throughout the lifetime of the system. As an example, energy-efficient pumps may cut electricity costs by 20-30% depending on the incumbent system. Condition monitoring and preventative maintenance also reduce the likelihood of unplanned repairs, which is beneficial to the equipment in terms of longevity and operational ability.
Financial models such as Total Cost of Ownership analysis could help in evaluating systems thoroughly. In this way, the organization would be in a position to spot cost-saving opportunities and preferentially align investments on aspects of concern to them, such as sustainability and reliability. The budgeting also needs to reflect any regulatory incentives or tax credits available to the adopter of energy-efficient technology, which can contribute to reducing the initial investment.
Frequently Asked Questions (FAQ)
Q: What is the primary difference between a vane pump and a gear pump?
A: The primary difference between a vane pump and a gear pump lies in their operational mechanisms. A vane pump uses rotating vanes that slide in and out of a rotor, creating a chamber that traps and moves fluid. In contrast, a gear pump has two gears that trap fluid between their teeth, pushing it through the pump system. This fundamental difference affects their performance and applications.
Q: When should I choose a vane pump over a gear pump?
A: Choosing the right pump depends on the specific application requirements. Vane pumps excel in applications needing variable flow rates and lower viscosity fluids, while gear pumps are ideal for high-pressure systems and constant flow requirements. If your application requires flexibility and efficiency, consider a rotary vane pump.
Q: What are the advantages of using a vane pump?
A: Vane pumps provide several advantages, including smoother flow and lower noise levels compared to gear pumps. They are also capable of handling varying fluid viscosities and can maintain efficiency over a range of operating conditions. Vane pumps are commonly used in hydraulic systems and applications that require precise flow control.
Q: Can you explain how a gear pump operates?
A: A gear pump operates by using two interlocking gears that rotate within a pump cavity. As the gears rotate, they create a vacuum that draws fluid into the pump inlet. The trapped fluid is then pushed out through the discharge side, providing a consistent flow. This makes gear pumps generally suitable for transferring thicker fluids.
Q: What types of fluids are best suited for vane pumps?
A: Vane pumps are generally suited for low to medium viscosity fluids, including hydraulic oils and some water-based solutions. They work effectively in applications where fluid properties may change, allowing for adaptability in various industries.
Q: How do gear pumps and vane pumps compare in terms of pressure capabilities?
A: Gear pumps are generally more suitable for high-pressure applications due to their design, which allows for efficient fluid movement under pressure. In contrast, while vane pumps can handle moderate pressures, they may not perform as efficiently under very high-pressure conditions compared to gear pumps.
Q: Are there specific applications where gear pumps excel?
A: Yes, gear pumps excel in applications requiring constant flow and high pressure, such as in hydraulic systems, lubrication systems, and fuel transfer. Their efficiency in handling thick fluids makes them a popular choice in industrial settings.
Q: What are some common types of positive displacement pumps?
A: Common types of positive displacement pumps include piston pumps, gear pumps, rotary vane pumps, and screw pumps. Each type has its unique operational principles and applications, making it essential to understand the differences when selecting the right pump for your needs.
Q: What should I consider when selecting between a sliding vane pump and a gear pump?
A: When selecting between a sliding vane pump and a gear pump, consider factors such as viscosity of the fluid, required flow rate, pressure conditions, and noise level. Sliding vane pumps are better for applications that require variable flow, while gear pumps are preferred for consistent, high-pressure delivery.