A fabricator named Dan built a 25-ton log splitter with a 4-inch bore cylinder and a 13 HP engine. He installed a 22 GPM two-stage pump because the price was right and the flow rating looked impressive. The first time he drove the wedge into a green oak round, the engine bogged down and stalled.
The pump demanded more power than the engine could deliver at high pressure. Dan swapped in a 16 GPM pump rated for the same peak pressure, and the splitter cycled reliably without changing the engine.
That mistake is more common than it should be. Choosing a log splitter hydraulic pump isn’t about picking the largest GPM number on the shelf. The pump, engine, cylinder, and valve must work as a matched system. Get one variable wrong, and the machine stalls, overheats, or splits slower than a smaller, cheaper setup would have.
In this guide, you’ll learn how to size a log splitter hydraulic pump for any build. We cover GPM and PSI selection, engine matching, cylinder bore sizing, cycle-time math, power-source options, and a complete bill of materials for a 16 GPM build. By the end, you’ll know exactly what size hydraulic pump for log splitter projects you need, without guessing.
Need more information about the 2 Stage Hydraulic Pump? You can read our 2 Stage Hydraulic Pump Complete Guide
Why a Two-Stage Pump Is the Standard for Log Splitters

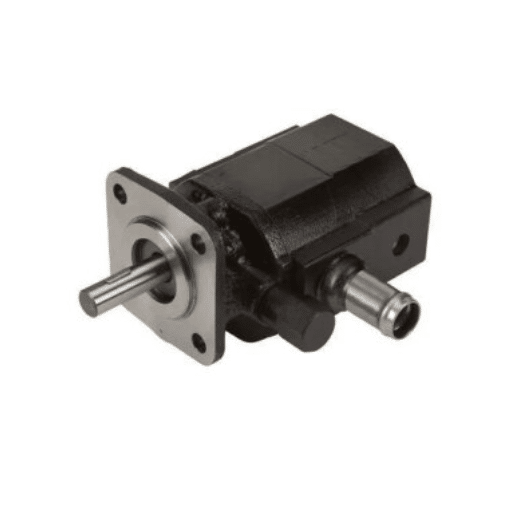
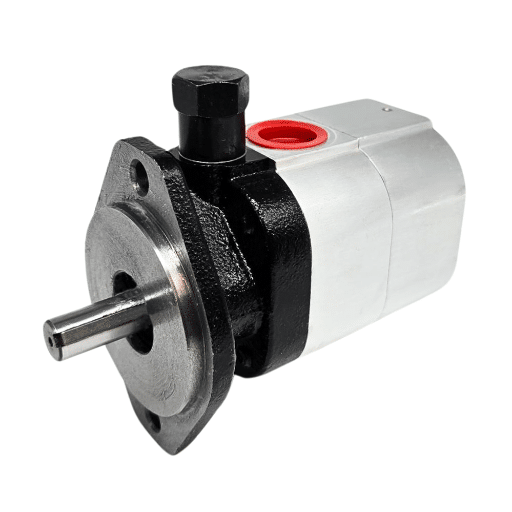
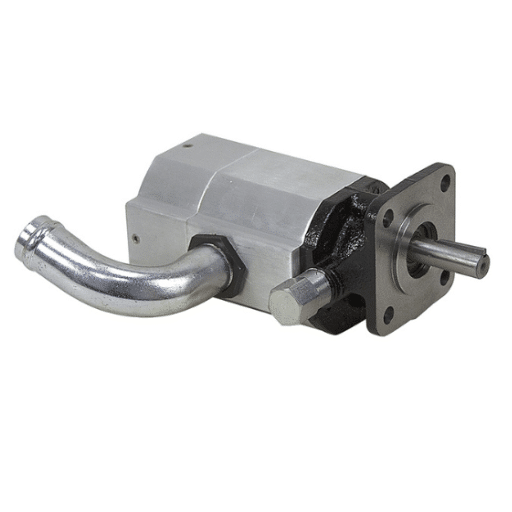
A 2 stage hydraulic pump for log splitter builds, also called a HI/LO pump, is the default choice for most gasoline and electric splitters. It contains two pumping sections inside one housing. The large section moves a high volume of oil at low pressure. The small section takes over when the wedge meets resistance and system pressure rises.
For a deeper explanation of the internal mechanics, see our guide on how a 2 stage hydraulic pump works. For a comparison with single-stage designs, read our two stage hydraulic pump vs single stage analysis.
The reason this design dominates log splitters is simple. A log splitter needs two very different things from its hydraulic system:
- Fast ram movement when the wedge is approaching the log
- High force when the wedge is splitting the log
A single-stage pump sized for fast movement would demand enormous horsepower at high pressure. A single-stage pump sized for high force would move too slowly during the approach. A two-stage pump delivers both from one compact unit because the large stage unloads once pressure rises.
Quick definition: A two-stage log splitter pump automatically switches from high-flow/low-pressure mode to low-flow/high-pressure mode when the wedge meets resistance.
This behavior also explains why the same 16 GPM pump can run on an 8 HP engine. The engine only sees the full 16 GPM at low pressure. At splitting pressure, the pump is effectively a 3 GPM unit. That’s why the theoretical horsepower formula, which we cover next, doesn’t tell the whole story for two-stage pumps.
How to Size a Log Splitter Hydraulic Pump
Sizing a log splitter hydraulic pump starts with three numbers: flow (GPM), pressure (PSI), and required force (tons). Once you know the cylinder bore and the pressure you plan to run, you can calculate the force. Once you know the cylinder volume and your target cycle time, you can calculate the GPM you need. Then you can match the engine.
The Core Formula: Force, Flow, and Horsepower
The three formulas that drive every log splitter pump decision are:
Cylinder piston area:
Area (in²) = Bore² × 0.7854
Cylinder force:
Force (lbf) = Pressure (PSI) × Area (in²)
Hydraulic horsepower:
HP = (GPM × PSI) / (1714 × Efficiency)
Assume 85% pump efficiency unless the manufacturer states otherwise.
A 4-inch bore cylinder at 3,000 PSI produces:
- Area = 4² × 0.7854 = 12.57 in²
- Force = 3,000 × 12.57 = 37,710 lbf (~18.9 tons)
A 5-inch bore cylinder at the same pressure produces:
- Area = 5² × 0.7854 = 19.64 in²
- Force = 3,000 × 19.64 = 58,920 lbf (~29.5 tons)
These numbers are theoretical and don’t include friction, back-pressure, or seal drag. Real-world force is typically 10–15% lower. Still, the formula gives you a reliable starting point for pump and cylinder selection.
Matching Hydraulic Pump for Log Splitter GPM to Cylinder and Cycle Time
Flow rate determines how fast the cylinder moves. To estimate cycle time, first calculate the cylinder volume:
Volume (gal) = Area (in²) × Stroke (in) / 231
Then divide by the pump flow. For a two-stage pump, use the combined high-flow stage during the approach and the low-flow stage during the work stroke.
Example for a 4-inch bore × 24-inch stroke cylinder with a 16 GPM pump:
- Area = 12.57 in²
- Extend volume = 12.57 × 24 / 231 = 1.31 gallons
- Approach time at 13 GPM (high-flow stage) = 1.31 / 13 × 60 = 6.0 seconds
- Work stroke time at 3 GPM (high-pressure stage) = 1.31 / 3 × 60 = 26.2 seconds
In practice, the wedge contacts the wood before the cylinder reaches full extension, so the real split time is shorter. The total cycle also includes retract time, which depends on the rod diameter and return flow. For a rough estimate, many builders assume the full extent-and-return cycle of a 16 GPM system on a 4-inch × 24-inch cylinder is 10–15 seconds under light load.
A TractorByNet user ran similar numbers for a 4.5-inch bore × 24-inch stroke cylinder and found an 11 GPM pump produced about a 16-second cycle, while a 13 GPM pump dropped it to about 13.6 seconds. Those real-world figures match the manufacturer tables we cover in the next section.
Engine Horsepower Requirements
The theoretical HP formula says a 16 GPM pump at 3,000 PSI needs:
HP = (16 × 3000) / (1714 × 0.85) = 32.9 HP
No builder installs a 33 HP engine on a 16 GPM log splitter. The reason is the two-stage design. The engine only sees the high-flow stage at low pressure and the high-pressure stage at low flow. A 16 GPM pump with a 13 GPM / 3 GPM split effectively needs:
- High-flow HP = (13 × 650) / (1714 × 0.85) = 5.8 HP
- High-pressure HP = (3 × 3000) / (1714 × 0.85) = 6.2 HP
The engine must cover the larger of these two loads plus a margin for losses. That’s why ToolTuffDirect specifies a minimum 8 HP gas engine for its 16 GPM pump.
Log Splitter Pump 11 GPM vs 16 GPM Comparison: 22 GPM & 28 GPM Included

The most common question builders ask is whether to choose an 11 GPM, 16 GPM, 22 GPM, or 28 GPM pump. The answer depends on engine size, cylinder bore, and how fast you need the cycle to be.
| Pump Size | High/Low Split | Min Engine | Typical Tonnage | Cycle Time* | Best Application |
|---|---|---|---|---|---|
| 11 GPM | ~8/3 GPM | 5.5–6.5 HP | 12–20 ton | 12–20 sec | Light residential, occasional use |
| 16 GPM | ~13/3 GPM | 8+ HP | 20–28 ton | 10–15 sec | Standard residential / prosumer |
| 22 GPM | ~16/5 GPM | 9–13 HP | 28–35 ton | 8–12 sec | Commercial, high-volume firewood |
| 28 GPM | ~21/7 GPM | 15+ HP | 35+ ton | Sub-10 sec | Extreme commercial processors |
*Cycle times assume a 4-inch to 5-inch bore × 24-inch stroke cylinder and include extend, split, and retract. Actual times vary with wood hardness and system tuning.
11 GPM pumps are common on entry-level splitters. They pair well with small 5.5–6.5 HP engines and are fine for softwood, seasoned logs, and occasional use. The trade-off is slower cycling.
16 GPM pumps are the most popular choice for self-builders and mid-duty commercial units. They deliver a good balance of speed and engine demand. A 16 GPM pump with an 8–11 HP engine and a 4-inch cylinder is the textbook setup for a 20–25 ton splitter.
22 GPM pumps move into commercial territory. They need a 9–13 HP engine and larger cylinders to avoid stalling. The reward is noticeably faster production.
28 GPM pumps are used on high-output firewood processors. They require 15 HP or more, a 5-inch or 6-inch bore cylinder, and adequate cooling. A 28 GPM pump on an undersized engine will overheat and stall.
Mini-story: A small firewood business named North Woods Processing started with a 16 GPM splitter and quickly hit its output limit during peak season. The owner, Elena, upgraded to a 22 GPM pump paired with a 13 HP Honda GX390 and a 4.5-inch bore cylinder.
Cycle time dropped from about 14 seconds to about 10 seconds. Over a full day, that difference added roughly 30% more cords. The upgrade only worked because she matched the engine and cylinder to the larger pump.
Matching the Pump to the Cylinder
GPM determines speed. Cylinder bore determines force. You cannot size one without the other.
Common Cylinder Bore and Stroke Combinations
| Cylinder Bore × Stroke | Force at 3,000 PSI | Typical Tonnage | Best Pump Pairing |
|---|---|---|---|
| 3.5″ × 24″ | 28,860 lbf | ~12–15 ton | 8–11 GPM |
| 4″ × 24″ | 37,710 lbf | ~18–20 ton | 11–16 GPM |
| 4.5″ × 24″ | 47,710 lbf | ~22–25 ton | 16–22 GPM |
| 5″ × 24″ | 58,920 lbf | ~28–30 ton | 16–22 GPM |
| 6″ × 24″ | 84,820 lbf | ~40+ ton | 22–28 GPM |
A larger bore produces more force at the same pressure, but it also requires more oil volume to move. That means a larger bore needs more GPM to maintain the same cycle time. If you increase bore without increasing pump flow, the splitter becomes stronger but slower.
Tonnage vs. Wood Hardness
The tonnage stamped on a splitter is not the whole story. The wood species, moisture content, and knot density all affect how much force you actually need.
- Seasoned softwood (pine, spruce): 15–20 tons is usually enough
- Seasoned hardwood (oak, maple, hickory): 20–30 tons is typical
- Green hardwood or knotty rounds: add 50% force margin; 30+ tons is safer
- Large-diameter rounds (18+ inches): larger bore and higher tonnage help
A 20-ton splitter may handle seasoned oak without issue, but struggle with green elm or twisted grain. When in doubt, size the cylinder for the hardest wood you’ll split regularly.
Gas, Electric, or PTO: Choosing the Power Source

The power source changes how you specify the pump. Each option has different RPM, torque, and portability constraints.
Gas Engine Hydraulic Splitter
Gas engines are the most common power source for standalone log splitters. They run at roughly 3,600 RPM at full throttle, which matches the rated speed of most two-stage pumps. Direct-drive setups are simple and reliable.
- Pros: Portable, no electrical hookup, widely available
- Cons: Noise, fuel, maintenance, exhaust
- Typical range: 5.5 HP to 20+ HP
AC Electric Motor
AC electric motors are quieter and cleaner than gas engines. They’re a good fit for shop-based or light-to-mid duty splitters. Motor sizing is similar: match the continuous HP rating to the pump’s worst-case load stage.
- Pros: Quiet, low maintenance, plug-in operation
- Cons: Limited by outlet amperage, less portable
- Typical range: 2 HP to 7.5 HP (1.5 kW to 5.5 kW)
12V DC Hydraulic Pump
12V DC pumps are a niche option for ultra-portable or occasional-use builds. They’re generally low-flow and better suited to single-acting cylinders on dump trailers or small lifts than to production firewood splitting.
- Pros: Battery-powered, highly portable
- Cons: Low flow, limited duty cycle, battery drain
- Typical range: 1–3 GPM
PTO-Driven Splitter
PTO-driven splitters use a tractor’s hydraulic system or a PTO-shaft-mounted pump. This option only works well if the tractor can supply enough flow and pressure. A common mistake is mounting a pump designed for a 3,600 RPM engine drive onto a 540 RPM PTO shaft without a speed-increasing gearbox. The result is a pump that runs far below its rated flow.
- Pros: No second engine, uses existing tractor
- Cons: Ties up tractor, setup time, dependent on tractor hydraulics
- Critical check: Verify PTO RPM, tractor GPM, and relief pressure
Complete Log Splitter Hydraulic Pump Kit Bill of Materials
If you are building a standard 16 GPM gasoline log splitter, this is the complete bill of materials you need beyond the frame and beam.
| Component | Typical Spec for 16 GPM Build |
|---|---|
| Pump | 16 GPM two-stage (HI/LO) gear pump, clockwise rotation |
| Engine | 8–11 HP gas engine, horizontal shaft, 3,600 RPM |
| Cylinder | 4″–4.5″ bore × 24″ stroke, double-acting |
| Control valve | Log splitter directional valve with auto-return detent |
| Reservoir | 7–10 gallon hydraulic tank |
| Hoses | SAE 100R2 or 100R17, rated ≥3,000 PSI |
| Fittings | NPT or JIC matching pump, valve, and cylinder ports |
| Filter | Return-line filter, 25 microns or better |
| Coupler | Pump-to-engine coupler with 1/2″ keyed bore |
| Pump mount | SAE 2-bolt or 4-bolt flange bracket |
| Pressure gauge | 0–5,000 PSI liquid-filled gauge |
| Hydraulic oil | AW32 below 50°F, AW46 above 50°F |
A 16 GPM pump typically has a 1-inch inlet, a 1/2-inch NPT outlet, and a 1/2-inch keyed shaft. Match every fitting and hose to those port sizes. Undersized inlet plumbing is a common cause of cavitation and noise.
Need a complete kit instead of sourcing parts individually? Contact our team for a log splitter hydraulic pump kit quote.
Installation and Setup Tips
Correct installation is what separates a reliable splitter from one that overheats or fails prematurely.
Mounting Alignment
Align the pump shaft with the engine shaft within a few thousandths of an inch. Misalignment accelerates bearing wear and causes leaks. Use a flexible coupler to absorb minor misalignment and vibration.
Inlet Plumbing and Suction Line
The inlet line must be large enough to feed the pump without restriction. For a 16 GPM pump, use at least a 1-inch suction hose or tube. Keep the inlet line as short and straight as possible. A restricted inlet causes cavitation, which sounds like a high-pitched whine and damages the pump.
Filtration
Use a return-line or suction filter rated for 25 microns or better. Two-stage pumps have unloader and check valves that can stick if oil is contaminated. Clean oil is the single biggest factor in pump longevity.
Initial Startup and Bleeding Air
Fill the reservoir, open the filler cap slightly, and jog the engine at low RPM. Cycle the valve slowly to push air out of the cylinder and hoses. Air in the system causes a spongy response and slow cycling.
Setting Relief Pressure
Set the relief valve to the lowest pressure that still splits your wood reliably. Most consumer splitters run 2,500–3,000 PSI. Heavy-duty commercial units may run up to 3,500 PSI. Running higher pressure than necessary wastes fuel, generates heat, and stresses seals.
Troubleshooting Common Log Splitter Pump Problems

Even a correctly sized pump can develop problems. Here are the most common symptoms, their likely causes, and the pressure readings that confirm the diagnosis.
No Pressure or Weak Splitting Force
- Low oil level: Top off to the correct level.
- Air in system: Bleed by cycling slowly with the filler cap loose.
- Relief valve set too low: Test pressure at the valve work port. If it is below 2,000 PSI, adjust the relief valve clockwise in small increments.
- Worn pump: If pressure at the pump outlet is low even with the valve bypassed, the pump may need replacement.
Slow Cycle or Failure to Transition
- Two-stage pump not shifting: Check transition pressure. Factory settings are commonly around 650 PSI. If the pump stays in high-flow mode, splitting will be weak. See how a two-stage pump shifts between stages for a deeper explanation.
- Clogged filter or hoses: Inspect and replace restricted components.
- Cold oil: Below 32°F, oil thickens and slows response. Use AW32 or allow warm-up time.
Overheating
- Low oil or undersized reservoir: Oil temperature should stay below 180°F. A reservoir that is too small cannot dissipate heat.
- Continuous heavy use: Most home splitters need a cool-down period every 30 minutes under hard load.
- Internal bypassing: If the reservoir gets hot quickly, suspect a leaking control valve, cylinder seal, or pump.
Cavitation or Whining Noise
- Restricted inlet: Increase suction line size or shorten the run.
- Clogged suction strainer: Clean or replace.
- Air leak on inlet side: Tighten fittings and check the reservoir breather.
Mini-story: A maintenance technician named Raj was called to a splitter that had suddenly slowed down. The owner assumed the pump was worn out. Raj checked the system pressure first and found it was only 1,400 PSI at the work port.
He traced the issue to a partially clogged return filter and a relief valve that had vibrated out of adjustment. After replacing the filter and resetting the relief to 2,800 PSI, the splitter returned to its normal cycle time. The pump was fine. The fix cost less than a replacement pump.
Frequently Asked Questions
What size hydraulic pump do I need for a log splitter?
Most self-builders use an 11 GPM or 16 GPM two-stage pump. Choose 11 GPM for light residential use with a 5.5–6.5 HP engine. Choose 16 GPM for standard residential or prosumer use with an 8+ HP engine. Commercial operations often use 22 GPM or 28 GPM pumps with larger engines.
Is 11 GPM or 16 GPM better for a log splitter?
16 GPM is better for faster cycle times and harder wood, but it requires a larger engine. 11 GPM is better for smaller engines and lighter use. The right choice depends on your engine size, cylinder bore, and how much firewood you process.
What PSI should a log splitter relief valve be set to?
Most residential log splitters run 2,500–3,000 PSI. Heavy-duty commercial units may run up to 3,500 PSI. Set the relief to the lowest pressure that still splits your wood reliably to reduce heat and wear.
Can I use a single-stage pump on a log splitter?
You can, but it is usually not practical. A single-stage pump on a log splitter sized for fast cycling would demand very high horsepower at splitting pressure. A single-stage pump sized for the engine would cycle slowly. Two-stage pumps solve both problems.
What size cylinder do I need for a 25-ton log splitter?
A 4.5-inch bore cylinder at 3,000 PSI produces about 23.9 tons. A 5-inch bore cylinder at 3,000 PSI produces about 29.5 tons. For a true 25-ton rating, use a 4.5-inch or 5-inch bore cylinder and verify your pump and engine can sustain 3,000 PSI.
Why is my log splitter running slowly?
Common causes include low oil level, cold or contaminated oil, a clogged filter, air in the system, a misadjusted relief valve, or a two-stage pump that is not shifting to high-pressure mode. Start by checking the oil level and system pressure.
How big should the hydraulic tank be?
A good rule of thumb is 2–3 times the pump GPM. For a 16 GPM pump, use at least a 7–10 gallon reservoir. A tank that is too small causes overheating and aeration.
What oil should I use in a log splitter?
Use AW32 hydraulic oil in cold climates below 50°F. Use AW46 in warmer climates above 50°F. Some manufacturers allow automatic transmission fluid in cold weather, but always follow the pump and engine manufacturer’s recommendations.
Conclusion
The right log splitter hydraulic pump is the one that matches your engine, cylinder, valve, and application as a system. A two-stage pump is the right starting point for nearly every gasoline or electric splitter because it delivers a fast approach speed and high splitting force without demanding an oversized engine.
Start by choosing the cylinder bore for the tonnage you need. Then choose a pump GPM that gives you an acceptable cycle time with the engine you have, or choose the engine to match the pump. Do not select GPM in isolation. A 22 GPM pump on a 6.5 HP engine will stall. An 11 GPM pump on a 15 HP engine is wasted potential.
If you are sourcing components for a production build or need a complete log splitter hydraulic pump kit, contact LOYAL INDUSTRIAL PTE. LTD. for technical specifications, OEM support, or a customized hydraulic system recommendation tailored to your splitter design.