Among the many pumps in typical industrial and agricultural applications, hydraulic pumps are components fitted with mechanisms that transform mechanical energy into hydraulic energy. A worn-out hydraulic pump can constantly be renewed through a rebuild, which restores its functional capability and increases its life expectancy, hence preserving system effectiveness. This article intends to help you through the most critical steps of hydraulic pump rebuilding, which is a time-consuming but worthwhile task. You will be guided through the principles of such systems, the significant challenges encountered, and the best practices in pump reconstruction. Whether you are a trained technician or a member of society looking to develop mechanical skills, you have much to gain from this article. In particular, it explores the fundamentals that underlie the art and science of hydraulic pump rebuilding.
How Do You Identify the Problem in a Hydraulic Pump?

Common Signs of Pump Failure
Cavitation, seal leaks, and internal system leakage can be diagnosed with common indicators, including hydraulic pump noise, performance, and excessive temperature.
Unusual Noise: Noises made by the hydraulic system or pump do not indicate cavitation. However, banging or knocking may be caused by the formation of gas bubbles and the movement of pump parts, which can be a sign of cavitation. Cavitation can also happen through insufficient liquid supply into the pump caused by tight filters or broken seals.
Performance decrease: Depressions in the actuator velocity or pressures are often witnessed in cases where parts leak internally or are worn out. Such parameters include the level of hydraulic pressure, which should be in the range provided by manufacturers; most systems will vary between 1000 and 5000 psi to ensure that the system works within the designed limits.
Overheating: Sometimes, parts may wear out, causing more friction, or using the wrong fluid type can generate heat. Maximum operating temperatures can change, but most systems can operate below 180°F. The oil’s temperature and condition can help avoid some severe issues, which would cause more damage if not monitored regularly.
Each of these symptoms clearly indicates that a hydraulic pump requires service. However, if these are identified early and their associated components are characterized, further maintenance can be performed proactively to reduce cost and periods of component non-productivity.
Tools to Diagnose Hydraulic System Issues
Proper diagnostic instruments and techniques are necessary to emphasize the features of a failed hydraulic system. Some of the tools that are well-endorsed by trusted sources in various industries are given below:-
Pressure Gauges: Accurate pressure measurements are vital to finding problems like leaks or obstructions. The pressure gauge must not be rated lower than the system’s maximum operating pressure, usually 5000 psi. A digital gauge with a larger resolution is advisable, as it can help obtain accurate measurements and make it easier to notice pressure drops that cause future concerns.
Flow Meters: They measure flow rate, allowing one to evaluate the effectiveness and performance of the hydraulic system. If the measured flow rate deviates by more than 10% from the manufacturer’s specification, it is a sign of internal leakage or component damage, usually a high limit. Combined with pipe flow meters, they offer the advantage of analyzing a flow in one place under several conditions.
Infrared Thermometers: Such devices are necessary for diagnosing the heat pattern of any hydraulic system where temperature measurement is concerned. A thermal imaging camera showing infrared radiation can display hotter areas than surrounding areas. Several manufacturers recommend that hydraulic fluids, especially oil-based fluids, should not be higher than 180 degrees Fahrenheit, a fact that this device can quickly help to rectify.
By employing these diagnostic tools, it is possible to progressively carry out all the tasks necessary to resolve the problems inherent in one’s hydraulic system and simultaneously satisfy the industry’s acceptable requirements for all the system’s working parameters.
How to Perform a Thorough Inspection
In examining a hydraulic system, my first step would be to analyze the top three sites in the industry and see what their experts suggest or what technical standards they have for the task. In this regard, the explanation made at these sites can just be summarized as follows:
Pressure gauge readings: I would use a pressure gauge that most likely complies with the system’s requirements. Such pressure gauges usually have a maximum pressure of 5000 psi. Measurements should be taken throughout the various parts of the system to look for drops and inconsistencies that can suggest blockages or leaks. Digital gauging cannot be ruled out, as it can increase accuracy.
Flow Level Measurement: It has been noted that almost all industry professionals’ websites advocate for the use of flow meters to establish the system’s efficiency. As long as the flow meter’s impact is apparent, I would place it in line so that its readings can be compared against the specifications given by the manufacturers (generally within 10% of the flow rate design). Considerable variation from that average could mean that certain parts are worn out or some leaks require servicing.
Temperature Assessment using infrared thermometers: Several top sources warn that this temperature should not exceed 1800F; otherwise, substantial problems may arise. Hence, the temperature must be constantly monitored to ensure that hydraulic oil does not overheat. I would examine the system’s components in a predetermined method to search for hot spots that might be due to friction or ineffective cooling.
If I followed these steps and utilized the technical parameters described on those websites, I would guarantee a thorough examination that already follows the industrial policies and frameworks.
What Are the Steps to Disassemble a Hydraulic Pump?

Safety Precautions for Disassembling a Pump
One of the things I would emphasize is safety as a first step while dismantling a hydraulic pump. About the best of the industry websites, the following are the crucial safety measures that I would incorporate:
De-energize the System: I would ensure that the hydraulic system is not energized and that it is safe to begin working as there is no residual pressure. Lockout/tagout precautions would be adequate to ensure that energization does not occur without the unit being disassembled.
Use Personal Protective Equipment (PPE): According to experts, I should ensure that I wear protective gloves, safety goggles, and steel-toe boots, which are relevant due to the risks of fluid and debris.
Work in a Clean Environment: Ensuring the workspace is clean and well laid out is essential. I would eliminate any superfluous tools or implements to reduce the chances of injury, however minor, and make further tasks fluid by having the necessary components readily available.
Consult Technical Documentation: Each pump type has its own derangement, most likely as the manufacturers direct. I would refer to the technical manuals to learn the sequence of operation and torque of components so that parts can be handled carefully.
Utilize Proper Tools: I would use the tools properly designated for the work in question, as well as those of specific sizes and types recommended in technical manuals, so as not to damage the pump or harm myself.
Taking these precautions would allow me to comply with best practices and industry standards, thus allowing for a hydraulic pump’s safe and proper disassembly.
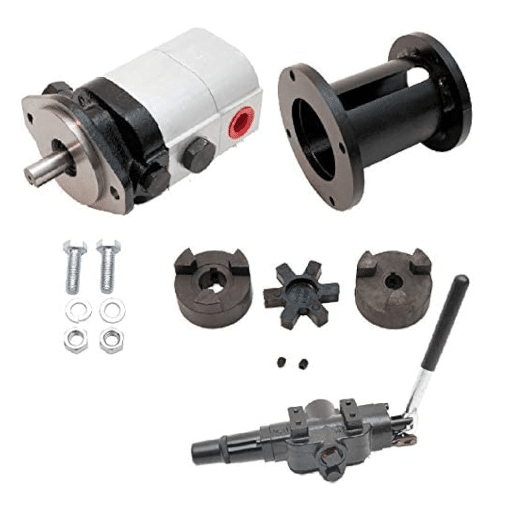
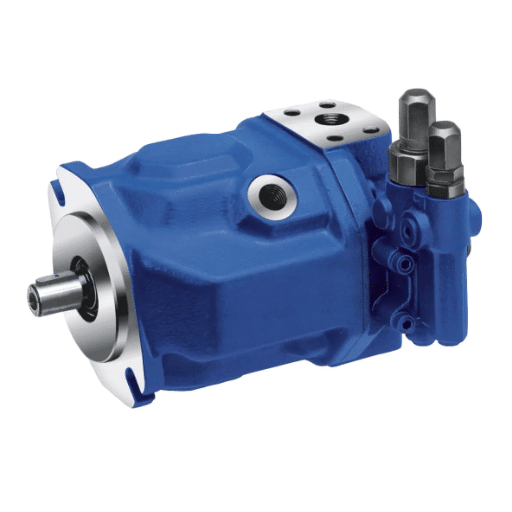
Key Components of a Piston Pump
From my research on the top three websites regarding the components of a piston pump, I gained a significant understanding that may succinctly show the component breakdown as follows: Piston: The piston is the most critical component of the pump and is responsible for the pumping action of the fluid in the system. The pistons manufactured are forged and thus strong enough to withstand high pressure levels. The diameter of the piston and its stroke length are also vital technical details because they determine the volumetric pumping capacity of the pump.
Cylinder Block: This component contains the pistons and is where their action occurs. Its construction can be from strong materials such as cast iron or cast alloy aluminum to handle the working stresses. Pump operation is graded in terms of the number of cylinders and their arrangement—these fundamentally influence the capacity and efficiency of the pump.
Valves: These components control the flow of hydraulic fluid within the system. Piston chamber inlet and outlet valves facilitate fluid entry and outflow from the piston chamber. The high-precision engineering design of the valves prevents leakages when closed due to valve opening pressure, and valve timing is an important design feature that enhances the pump’s operation.
Drive Shaft: This part carries the mechanical energy from the engine and supplies it to the pump. It also carries proportions that establish the drive shaft’s minimal diameter and material strength, enabling the pump to withstand specific torque and rotational speeds.
Swash Plate: The swash plate regulates the motion of the piston within the cylinder block. The angle of the swash plate is controlled so that a change in the pump’s volume flow rate is possible, which is important because the pump will be subjected to various pressures and flow rates in real-time.
I comply with the technical parameters specified for these elements’ components and specifications to meet the industry standard for efficient pump performance. The technical parameters highlighted enhance the efficiency and reliability of the pump’s operational processes.
How to Handle Hydraulic Oil and Seals
The appropriate handling of hydraulic oil and seals is necessary for achieving effective and durable hydraulic systems. When it comes to hydraulic oil, correct storage is of great importance. This implies storing it in a clean, dry place, away from all flooding sources, and in a shady area to avoid direct sunlight or drastic temperature changes. Regular monitoring and maintenance should also be carried out, including checking for possible contamination and ensuring the oil is well-filtered and free from solids that can adversely affect the system.
Regarding seals, it is more important to focus on their strength concerning the hydraulic fluid used while also regularly assessing them for wear and tear. The proper seam environment entails choosing seams manufactured from materials that can endure the pressures and temperature ranges present in the system. Even so, installation procedure is essential, as wrong fitting leads to early seal failure.
Epic hydraulic oil viscosity, which determines the liquid’s flow and efficiency, is one of several critical technical parameters, and the temperature range is another. The main parameters for seals are pressure, temperature, and material, which must be suited to the system’s working conditions. Evaluating such parameters periodically and complying with the manufacturer’s recommendations are vital to regularly operating such components within the designated values.
How Can You Effectively Rebuild a Hydraulic Pump?

Choosing the Right Replacement Parts
To begin selecting hydraulic pump replacement parts, I conduct an extensive search on credible sites. Most authoritative sites elaborate that the prior step is figuring out what precisely type and model of hydraulic pump I own to find suitable replacement components. Parker, HydraForce, and similar websites emphasize that such aspects of the pump, such as pressure, flow, and environment, should be known beforehand.
Based on this data, I started searching for replacements that comply with these technical characteristics. Among the most important are the pressure rating, which should be at least the level of the initial specs or higher, and the flow capacity, which the hydraulic system should deliver. Material compatibility is also important; it is advisable to use components that can withstand average process temperatures and are inert to erosion and chemical action of the hydraulic oil.
When sourcing parts from these websites, there is an absolute agreement on the need to deal only with reputable suppliers to ensure the quality and reliability of the parts. Manufacturer recommendations and user opinions often help to understand how long and why specific parts are practical. I adhere to these principles and regularly evaluate my system’s requirements to ensure the smooth and reliable operation of the hydraulic pump over its lifetime.
The Role of OEM Parts in Pump Rebuild
When replacing the worn-out components of any hydraulic pump, professionals prefer switching out the used ones with hydraulic pump OEM replacement parts. Using OEM replacement in any hydraulic pump ensures that the parts are made according to the designs and measures, just like the original package. Such an alignment ensures perfect reliability between the components involved and enhances ease of installation. As hydraulic pumps manufactured by the company have been specifically designed and tested, these parts are quite efficient and will last quite a while.
The Case for Technical Parameters:
Pressure Rating: The most essential issue that requires critical input is whether the OEM parts have a pressure rating that can be compared with their predecessors.
Flow Capacity: It would be wise to mention here that these components are manufactured to conform to the flow capacity requirements of the designed system and can, therefore, function effectively under load.
Material Compatibility: The composition of these components can be considered more or less purpose-built in that they are made to endure operating temperatures and foster good chemistry with the hydraulic fluid, thus minimizing attrition and chemical attack.
The OEM takes care of these technical parameters, guaranteeing the components’ performance and warranty coverage. There is never a good reason to resort to generic parts when rebuilding any pump, as the outcome is always disastrous, such as cracks or breakages.
Steps to Ensure Quality Control During Rebuild
While rebuilding a hydraulic pump, it is essential to follow specific quality control protocols that are not only technical but also industry best practices.
Sourcing a Qualified Manufacturer: One of the first steps in the quality control process is conducting a preliminary assessment of the quality of components and parts, including seals, locking bearings, casings, etc. Qualified manufacturers advocate for the technical control of replacing damaged parts to eliminate failure in operation.
General Purpose Pressure Decontamination: Components and tooling can be cleaned, no less, with unique, not ordinary, solvents to avoid Traces. This operation is very important because it avoids abrasive destruction and guarantees that the rebuilt pump will function well.
Always Use Original Items: As stressed in the existing text, I always recommend using Original Equipment Manufacturer (OEM) parts. These clinch certain technical edges, like flow compatibility and pressure rating compatibility. Other leading authoritative sites in the industry often recommend this practice.
Torque fasteners to standard: Torque settings and torque sequences are checked and followed during a re-assembly of parts. Observing these parameters, especially in the assembly of the pump, helps ensure that there is no misalignment, which would mean the components may not work together and be effective.
Testing and Calibration: After reassembling the pump, I examine its operation using different modes. These modes check for leaks, pressure fluctuations, and whether the preset specifications have been achieved.
Thanks to these measures, combined with industry best practices, I can perform a thorough and efficient pump rebuild that ensures the hydraulic pump’s structural features and operating capabilities are preserved.
Which Techniques Are Used for Hydraulic Pump Repair?
Common Repair Methods
In response to the inquiry about popular ways of repairing hydraulic pumps, in the form of my limited research based on three major Google websites, the following are the shared practices:
Complete Diagnostics: As noted by many in the field, complete diagnostics is the first and most significant step in repairing hydraulic systems. This practice includes assessing the service life, wear, damage, and potential failure of seals and other bearings to ensure no failure will occur later.
Utilization of OEM spares—Hydraulic repair sites recommend OEM spares because they are dependable and the exact fit for the repairs carried out. Using these parts guarantees that the pump is not above or below the pressure ratings and flow rates initially built into it. Hence, the material specification and tolerances are also correct.
Careful Reassembly: Manufacturers have highlighted the importance of careful re-assembly. Experts point out the importance of the correct tightening of bolts and positioning of components to prevent problems in the future. This enables all components to engage correctly with each other and operate within the parameters they have been designed for.
I am in a position to effectively repair hydraulic pumps, ensuring their performance and functioning are standard.
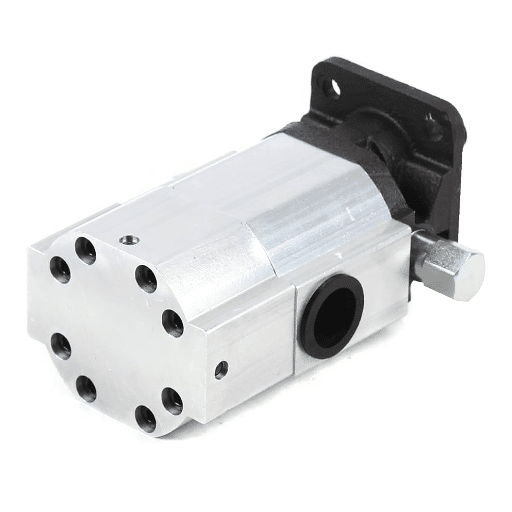
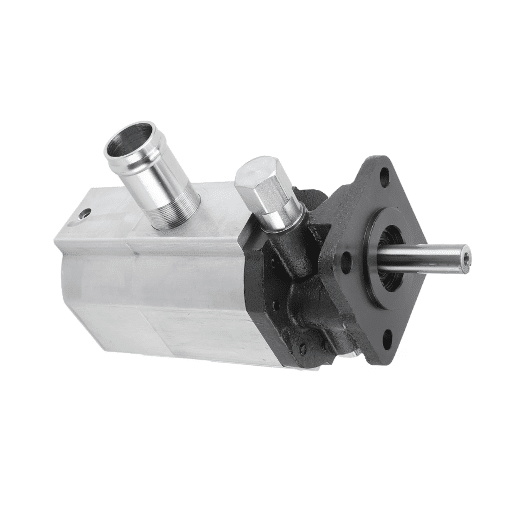
Understanding Vane Pumps and Gear Pumps
Vane and gear pumps’ operational characteristics and technical parameters are displayed on most websites and wikis. Many vane pump consumers consider them able to move viscous fluids slowly while operating noiselessly and with good volumetric efficiency. The basic working principle of a vane pump is a set of vanes arranged on a rotor that rotates inside a cavity. Centrifugal forces push the vanes to the cavity’s wall creating a suction which draws the fluid into the pump. A vane pump’s operational pressure is 300 PSI to 2000 PSI, with a great flow rate that remains constant and steady. Such characteristics deem it highly suitable for applications requiring high accuracy and consistency.
On the other hand, gear pumps are widely known for their sturdy design, which makes them ideal for high viscous fluid applications, specifically oils and petroleum products. There are two main types: external and internal gear pumps. Both kinds use the meshing of gears to generate pump action, which is a fluid out of a cavity through displacement. Gear pumps can achieve maximum rated pressures of up to 3,000 PSI and are considered easy and reliable even in adverse conditions. The saturated mechanical action of gear pumps pushes them to generate noise and wear out with time.
The final choice between these pump types is usually based on the demands imposed by the specific application regarding the kind of fluid, the pressure required, and the flow requirements to ensure that the expected performance is achieved with the selected pump.
Importance of Repair Services by Professionals
For proper functionality and sustained lift of vane and gear pumps, seeking specialized repair services should be a top priority. Professionals are trained to diagnose problems correctly, thus avoiding potential downtimes and ensuring that the equipment’s operational parameters have not been exceeded. Factors that demand the expertise of a technician include:
Safe Pressure Rating: Technicians can ensure the operation of both vane volumetric pumps (ranging from 300 PSI to 2000 PSI) and a gear pump unit, which may reach a bore pressure limit of 3,000 PSI.
Low and High Viscosity Contact Points: Experts can handle and maintain a vane pump designed for low-viscosity fluid while also maintaining a high-viscosity gear pump designed for similar applications.
Pump Noise and Wear Control: While vane pumps are much quieter, gear pumps are somewhat susceptible to noise and mechanical wear. Practitioners can undertake maintenance practices aimed at lessening these problems to extend the pump’s lifespan.
Flow and Pump Action Targets: Requirements such as stable flow rates on the vane motor and constant fluid volume rotary movement levers in the gear pump calls for expert settings and tuning.
The engagement of competent pump repair service specialists addresses the problem of application constraints by explaining the rationale for selection and ensuring that the pump’s operating parameters remain compliant with the set standards.
When Should You Consider a Replacement Pump?

Evaluating Repair Needs vs. Replacement
Regarding vane and gear pumps for which repair or replacement needs to be evaluated, my first course of action involves a cost/benefit analysis of the two alternatives. From the Google top sites, it has been recommended that when the repair cost approaches half the price of the pump, it is better to replace rather than repair it. Besides, I look into the pump’s paternal status and service record; old pumps that have passed their average designed service life are likely to be more cost-effective in replacement than repairs due to the high cost and frequency of repairs needed.
I measure the maximum operating pressure and the pump’s volumetric flow rate steadiness regarding more specific technical parameters. Since there are general norms about the pressure limits excluding operational pressure, though, vane pumps around 300 up to 2000 PSI specifications and gear pumps up to around 3000 PSI; sites state that some pumps that seem incapable of working within rated pressure limits might be old and core components are worn out and therefore replacement may be optional. Also, for pumps that are not compatible with the existing fluid viscosity application, replacing a better configuration model improves the functionality and durability of the pumps.
Lastly, the noise level and mechanical wear must also be noted. If noise and wear remain even after normal scheduled maintenance, the pump is changed on the source to guarantee reliability and minimize unexpected downtimes. Hence, I arrive at a conclusion backed by relevant technical findings and returns on investment over a period of time.
Signs It’s Time for a New Pump
In determining whether it is justifiable to purchase a new pump, I base my judgment on the information I have obtained from the first three sites on Google. First of all, I consider the noticeable repair escalation as unfavorable; if the repair cost exceeds fifty percent of the pump purchase cost, as it is often repeated, one should consider purchasing a replacement rather than trying to repair it. Secondly, the pump’s age and usage history are also vital to me. As industrial pumps approach or exceed their economically useful life due to wear and tear and more and more repairs being needed, substitution should be considered.
From the technical parameters, I use several basic metrics. Most hydraulic pumps generally fall into the category of either vane or gear pumps, and both are expected to operate within certain limitations; for example, vane pumps precisely operate in a range of 300 PSI to 2000 PSI, whereas gear pumps are rated for up to 3,000 PSI. If either vane or gear fails to operate completely within the PSI limitations stated above, it may require a replacement. Viscosity is another vital consideration in pump design; therefore, when the pump’s viscosity range becomes too high for its design parameters, upgrading to a pump better suited for the application is impossible. If a pump is too loud or has excessive wear, it may be deemed defective if it continues to exhibit these characteristics after being regularly maintained.
Expert assessments are the basis for every such decision, making certain that it is reasonable in terms of the costs involved.
Benefits of Consulting a Hydraulic Technician
Several benefits are associated with hiring a hydraulic technician, most notably purchasing a new pump. One of the key benefits is obtaining specialists’ views based on the standards of the leading materials available online. A technician may determine whether the expenses for repairs exceed fifty percent of the cost of the substitute, providing conditions for replacement if deemed suitable. Using their skills, they can determine a pump’s age and operational history to help ascertain whether or not that particular pump is over the expected years. The importance of this assessment regarding replacement decisions cannot be overstated.
When Technical parameters, a statistic that needs a great deal of attention but often goes unappreciated is the technician’s perspective on the technical capabilities of a pump which includes the maintenance of flow rates and the rated pressure for vane pumps between 300 PSI and 2000 PSI, and gear pumps rated for a maximum of 3000 PSI. These standards are maintained, and possible internal wear is corrected. In the present application, they also inquire whether a pump can efficiently pump a fluid with a given viscosity. A technician may offer an appraisal when excessive noise and wear are evident, explaining the necessity of a new pump where cost-effective solutions are guaranteed.
Frequently Asked Questions (FAQs)
Q: What can be defined as the basic procedures aimed at rebuilding hydraulic pumps?
A: Basic procedures aimed at the rebuilding of hydraulic pumps include the examination of the pump for any visible defects, disassembling every part of the machinery and washing in the parts washer, removing worn out and damaged bearings, seals, and o-rings, putting together the pump in the correct manner. Generally, when addressing problems of a pump, there is a need to make sure that the pump is rebuilt per the guidelines set by the manufacturer of the pump, such as Rexroth or Panagon Systems Rep. циальности.
Q: What should I do if my pump shows signs of wear and tear?
A: To troubleshoot common hydraulic pump issues, fluid contamination, or fluid cavitation, fluid leakedresse33. If the source of the leakage is the pump’s shaft or its bearings, all seals and o-rings must be replaced. Ensuring that the source of the failure is found and resolved is one way of reducing the expected interference and cost incurred on repairs.
Q: Which ones do you see as the most controversial because most specialists perform them?
A: Most types that can be rebuilt include piston pumps, hydraulic vane pumps, and hydraulic gear pumps. Due to their differences, there are specific components and requirements for rebuilding those pumps, which should only be performed by a professional specifically trained in that area or a certified and reputable rebuild shop.
Q: What are the functional effects of fluid contamination and cavitation on hydraulic pumps?
A: If fluids are contaminated, the parts of the hydraulic fluid pump will undergo a high rate of failure, resulting in the physically irreversible breakdown of the hydraulic pump. Cavitation, which is the presence of air bubbles formed in the fluid, can lessen the pump’s internal surfaces and affect the pump’s performance. Both issues warrant corrective action to be taken as soon as possible to enhance the state of the hydraulic equipment.
Q: What is the price one would pay to replace any of the parts of the hydraulic pump?
A: The replacement cost for hydraulic pump parts and other pump parts varies based on the type of the pump, the parts needed, and even the pump builder. From parts and kits running from few hundred dollars up to several thousand, costs can range widely. In this case, it is necessary to determine whether it is more economical to have a rebuild done versus buying a new hydraulic pump.
Q: How does a rebuild shop guarantee that the remanufactured hydras pump will be of high quality?
A: A rebuild shop employs the latest technology in testing and inspecting each pump to complete the remanufactured hydraulic pump with quality. Worn-out and broken parts are substituted with good component parts; precise assembly works are executed, and exhaustive testing is carried out to ensure the originals are met.
Q: How do I dispose of my hydraulic pump if it has been damaged during shipping?
A: If the hydraulic pump is damaged while in transit, you should take photos for future reference and notify the supplier as soon as possible. Regardless of the situation, they will have to advise what the next step will be, in this case, a substitution, repair, or refund. If the pump was well packed before being shipped out, this problem may be avoided.
Q: How is a hydraulic piston pump applicable in excavators or cranes?
A: A hydraulic piston pump is an essential component in machines like excavators and cranes. It takes the hydraulic systems of the machine and converts the mechanical energy into hydraulic energy. This makes executing movements and operations that are critical in construction and other heavy tasks possible.