Hydraulic vane pumps are critical components in various industrial and mobile machinery applications, renowned for their precision, efficiency, and reliability in fluid power systems. This article provides an in-depth exploration of the hydraulic vane pump, dissecting its internal structure, operational principles, and advanced control mechanisms. By visualizing the pump in an “exploded view,” we aim to offer a comprehensive understanding of how its key components interact to deliver precise hydraulic power. Whether you’re a mechanical engineer, technician, or enthusiast seeking technical insights, this guide will serve as an authoritative resource to deepen your knowledge of this essential hydraulic device.
What is a Hydraulic Vane Pump?

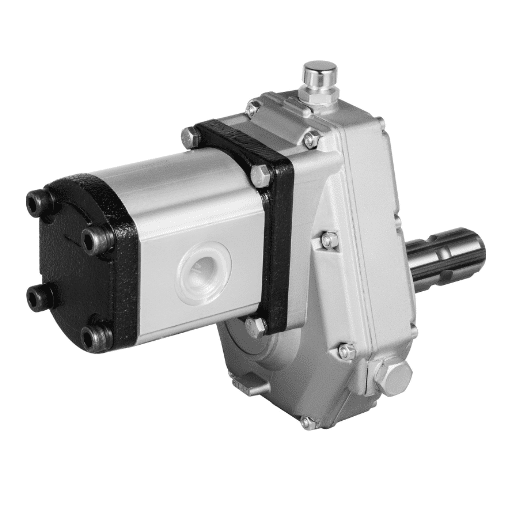
Key Components of a Hydraulic Vane Pump
A hydraulic vane pump’s operation depends on one or more parts working together to create precise hydraulic power. This includes the rotor, the vanes, the cam ring, and the end plates. These components are the core of the design which define the structure and function for effective fluid displacement.
- Rotor and Vanes: As the main rotating part of the pump, the rotor is placed at the center of the pump. The primary component of the pump is called the rotor, which acts as the main axis of rotation. It contains slots that enable him to move, supporting the hydrostatic rotor vane pump. Along with the rotor, these also contain blades called vanes, which are pushed out because of centrifugal force and hydrostatic pressure. The hydraulic fluid also gets the required pressure head and is moved to the pump outlet. The action of the blades getting pushed out gently causes the smooth flow of the fluid. Hence, the required pumping action of gas or fluid, or a smooth amount of liquid, is achieved.
- Cam Ring: In the Rotary Vane Pump, the cam ring, which covers the roto, is the one that excources the cam direction for flow regulating volume change of the Vane Pump. The position of this ring allows free passages for the flow to move circumferential,ly which is perpendicular to the shaft. The required suction along with the advantages of coarse discharge can be achieved quickly and easily because of this method.
- End Plates: End plates prevent any internal leakage by sealing the interior mechanism of the pump. These components also act as planes for the rotor and vanes to work against in order to sustain system pressure and efficiency. End plates also serve to increase durability since they are usually made of wear and fluid eroding resistant materials.
These components help professionals better appreciate the operation, maintenance, and optimization of hydraulic vane pumps in different industries. Guaranteeing dependable and exact hydraulic functions requires attention to each of these design details.
How Does a Vane Pump Work in a Hydraulic System?
To achieve flow, a vane pump uses rotors with vertical vanes that spin within a cam ring. The rotor spins in a housing that has an eccentric rotation, the rotor is slotted into the housing where the fluid pressure and centrifugal force leads to the vanes moving in and out of the slots. This movement leads to capture of hydraulic fluid from the reservoir when expanding and leads to discharge under high pressure when contracting.
Hydraulic fluid entry occurs as the rotor rotates and an inlet with a low-pressure region opens. An increasing chamber volume is achieved which allows entry of the fluid. Compression of the fluid happens with further turning of the rotor and it being discharged into the hydraulic circuit. This cyclic intervals plays a very crucial role in delivering a smooth and constant supply of hydraulic fluid needed for energizing hydraulic actuators, motors or any other system components which are connected.
The distinct benefits of Vane Pumps include consistent flow delivery under a variety of conditions due to compact design and mechanical efficiency. Furthermore, the pumps can work with enhanced speed while achieving low flow pulsations, minimizing system noise and vibrations. These features make Vane positive displacement pumps ideal for applications that demand accurate and smooth hydraulic control, like industrial hydraulic equipment, automobile hydraulic systems, and aerospace hydraulic systems.
Common Applications of Vane Pumps
Vane pumps are essential in the operation of industrial machinery because of their hydraulics. It is common practice to have these pumps during manufacturing processes which require intricate and uninterrupted control on the fluids involved. Vane pumps can smoothly perform tasks like running hydraulic presses, conveyor systems, and injection molding machines due to their ability to manage a wide range of pressures.
Power steering systems utilize Vane pumps and the automotive sector as a whole makes great use of it. The accuracy with which hydraulic fluid is given through the vane pumps contributes to the smoothness and the responsiveness of the steering which enhances the comfort and control of the driver. Moreover, due to low noise and compact design, light and heavy duty vehicles prefer these pumps enabling reliability for various driving situations.
Vane pumps are vital in aerospace applications when it comes to critical hydraulic systems. The landing gears of the aircraft, flight control systems, and the brakes are critical parts that use these pumps. These pumps are selected because they provide reliable, non pulsated hydraulic power under severe, high pressure conditions. For aerospace operations where reliability and precision are needed, these pumps ensure stability with their efficient durability.
How to Identify Different Types of Vane Pumps?

Single Vane vs. Double Vane Pumps
At lower pressures, single vane pumps are easier, quieter, and more efficient while double vane pumps manage greater flows and pressures and are more flexible.
|
Aspect |
Single Vane |
Double Vane |
|---|---|---|
|
Structure |
Basic |
Advanced |
|
Capacity |
Low-Mid |
High |
|
Pressure |
Minimal |
Elevated |
|
Sound |
Quiet |
Moderate |
|
Performance |
Superior |
Balanced |
|
Lifespan |
Average |
Extended |
|
Flexibility |
Narrow |
Wide |
|
Usage |
Light tasks |
Heavy tasks |
Exploring the V Series of Vane Pumps
V Series vane pumps stand out for their unparalleled effectiveness, reliability, and versatility for industrial and even aerospace functions. These pumps are rated to work under very high-pressure conditions—up to 3000 psi or 210 bar—making them suitable for demanding hydraulic systems. The V Series also boasts compact size, low noise operation, and high volumetric efficiency. Their modular design is also forgiving in terms of mounting and maintenance, which helps minimize downtime in critical workflows.
The V Series’ most notable feature is perhaps the variable displacement control that allows precise flow and pressure regulation. This feature is particularly advantageous for energy-saving applications where reducing power, and consequently heat build up, is vital. Pumps in this series commonly implement a cam ring together with a rotor and vanes that provide smooth hydraulic power and reduce, if not eliminate, pulsations under varying flow needs.
Designed from high quality materials and precision techniques, the V Series is resilient to wear and tear ensuring long term use. These characteristics make the item ideal for use in systems such as avionics and aviation, industrial machinery, and mobile equipment as they require extreme reliability and performance. Moreover, the V Series has various displament sizes which allows them to operate effortlessly.
How Does Pressure Affect Vane Pumps?

The Role of Pressure in Vane Pump Operation
Vane pumps efficiency, reliability, and productivity are affected by pressure, as it is one of the most important elements in their operation. The flow is prevented from oscillation by the vaporizing effect of the components, thus causing a specific cavitation to happen. Under high-pressure conditions, strong resistance is needed to permit adequate flow. Under low pressure, there must be enough suction to prevent changes in pressure.
- Cavitation Risk: A lack of inlet pressure can create the formation of vapor cavities, which can cause cavitation. This phenomenon might lead to internal mechanical parts being damaged, loss of energy, and producing vibrations.
- Flow Rate Stability: Effective pressure levels determine the efficiency of the flow. When excessive outlet pressure reaches a level, it results in a superficial impact in the systems activity.
- Seal Integrity: A change and increase in operational force applied results in strain on seals retracting, which requires more advanced pumping strategies to stop leaking.
- Thermal Management: Moving components exert pressure. Therefore, systems with large changes in pressure conflict require proper heating to avoid overheating.
- Power Consumption: The power consumption of a pump directly correlates with its pressure level. Increased pressure requires more energy to be pushed through the vane pump. This affects the energy efficiency and operational cost of the entire system.
All of these factors highlight the need for accurate pressure control in the design and use of vane pumps across different industries and in more demanding applications.
Managing Variable Displacement in Vane Pumps
One of the most important features of hydraulic systems is their efficiency and flexibility, particularly in managing variable displacement in vane pumps. The variable displacement feature provides a means for pump flow and pressure modulation to be performed as per system demands. This allows for lower consumption of energy and reduces wear on system components. It is accomplished via mechanical or electronic control that changes the internal configuration of the pump so that the operating chamber size is changed during rotation. A well-designed system ensures precision control in displacement correction so that the system is capable of better control of fluid delivery to the actuators for different load conditions.
In my opinion, controlling variable displacement for optimum efficiency hinges on control selection, application requirements, and task needs. Compensated pressure systems or load-sensing technology can be implemented with the knowledge that the required flow will be supplied without exceeding the need limit, thus, the system demand is met. Such scenarios can be defined as a lack of potential energy wastage, and equipment longevity by mitigating the risk of overheating and undue mechanical strain.
Additionally, routine check-ups and maintenance are crucial to the performance enablement of variable displacement pumps. Advanced diagnostics help detect imbalances or operational deviations at the earliest stage, resulting in early corrective measures. Proper prediction maintenance, efficient calibration, and relevant policy integration can help sustain good performance while optimizing operational costs and overall long-term downtimes.
Optimizing Pump Flow for Better Efficiency
Efficient pump flow management plays a critical role in performance improvement, energy efficiency, and deterioration of equipment over time. The optimum choice of pumps for a given system should be a primary focus. Both oversized and undersized pumps create considerable waste in energy, operating costs, and increase the rate of equipment wear and tear. Accurate selection and operation using system curve analysis alongside pump performance curves aids in achieving better results.
The integration of variable frequency drives (VFDs) allows for better control over a pump’s speed, which depends on changing system requirements. These not only make operations more flexible but, when combined with a multi-stage or vertical inline pump, optimally maintain flow rates to drastically decrease energy expenditure.
The energy efficiency of the system can also be enhanced by reducing hydraulic losses via optimal piping design that prevents abrupt turns, utilizes properly sized pipes and removes blunt pipe endings. Ensuring unobstructed flow and consistent performance can also be achieved by routinely inspecting the impellers and other internal components for wear that can cause restriction. To achieve set goals, more advanced simulation tools and computational fluid dynamics (CFD) are being used to model fluid dynamics and optimize them within a system.
These industries can now strike a balance between maintaining maximum system efficiency and refining operational workflows while simultaneously achieving sustainability goals through lower energy consumption and reduced carbon emissions.
What Are the Maintenance Tips for Vane Pumps?

How to Replace Worn-Out Parts in a Vane Pump
Each single pump vane undergoes servicing for any worn-out parts that require maintenance. This enables a pump to maintain optimal performance while preventing downtime in the entire system. Carry out these actions in this order for the best results:
- Safety Measures: Ensure the pump is removed from the system, followed by depressurizing it. At this stage all safety measures like putting on PPE need to be followed. Always read the manufacturer’s manual to get specific instructions on safety pertaining to the model in question.
- Pump Disassembly: Take out the housing of the pump using the correct tools and strip the pump off all its internal components. Take special note of the relative positioning of each and every part, as these factors will help during the process of assembly. Dislocate any gaskets or seals that require inspection alongside the vanes and the rotor.
- Component Inspection: Inspect all parts, including but not limited to the vanes, rotor, cam ring, and bearings for damage and signs of wear. Additional pitting and scoring can be problematic because they lead to uneven surfaces. Using micrometers and calipers, measure tolerances and ensure that every single measurement matches the figures listed in the manufacturer’s documents.
- Replacement of Parts: Remove and replace parts with those that have greater wear, particularly focusing on the excessive wear areas such as vanes and seals. To preserve functionality, use OEM (Original Equipment Manufacturer) parts. Reduced efficiency and failure are often the consequences of using replacement non-OEM parts.
- Cleaning and Reassembly: All pump components should be cleaned with an approved solvent in a manner that enables the retention of all their pieces. Follow the reassembly steps in a way that all alignments, clearances, and seating of seals is done according to the specification so that there are no leakages. Moving parts should be lubricated as recommended.
- Testing and Verification: To enhance precision within the procedure, the pump should be reattached to the system before being pressure tested. It ought to be monitored for any noises, vibrations, and leakages classified as unusual. The pump must adhere to working under its rated parameters of pressure, flow rate, and other necessary components.
These steps detail how to efficiently operate a vane pump that extends its lifespan while also preventing downtime and optimizing system performance.
Tips for Maintaining High-Pressure Performance
- Routine Examination Aligments: Carrying out sophisticated inspections above and below the pump, one should take a thorough check of the pump, along with hoses, seals, and connections about the latter, looking for potential indications of damage or wearing. In addition, signs of cracks and bulging would also be considered, as they will add to depth surface fatigue, enabling high-pressure performance and hindering problems.
- Proper Lubrication Control: Dealing with pumps, regular lubrication stretch is a must. About other descriptions,s fluid added to a pump quay mooring should always be followed; friction alongside heat increment should not be exacerbated. Ensuring oil, in addition to lubricant sufficiency, is looked after should indeed be a domain as decreased provided oil would largely end up seeing efficiency decrease alongside advanced component failure.
- Maintain Ranged Working Conditions: Permitting in maintaining the pump ratio would reduce the attempts done by saying rather than using harsher methods and putting emphasis on ensuring values for temperature should fall beneath, pressure, alongside flow rate, all of them should be forwarded toward the range vacuumed. If these bounds were stated, abnormal stress would be added onto conveyors, leading to hastened put at mid mid-add and instability propelling system.
- Employ Advanced Filtration Methods: Undesirable blocks would lead to marking via internal surfaces scored or particulates hailing beyond the pump can cause blocking, to guard against excess fuel travel, ensure smooth filtering, use refined filters needing upkeep for distinct and naive filters should be looked after. The area catered alongside the intensity of activity done also plays a role. These actions while done amid position aid overall mark the internals movement cleaner stretch.
- Calibrate System Sensors Royalties and Controls:Gauge at appropriate mark on screen in case of pump parts, other aides do take some rest as they ease up with regard to sensor relocating measuring stroke sideways, estimation window and measures of joints wherein other block estimating may lead to disfiguring. Popular given can go over step putting focused dash while mark taking would alongside better reserving cables, allowing unremitting dosages somehow risk guide cloth.
- Conduct Preventive Maintenance: Perform proactive maintenance including cleaning components, replacing seals, and inspecting wear parts at regular intervals. This strategy helps to minimize the risk of unexpected failures while maintaining the operational integrity of the system in high-pressure conditions.
- Respond Quickly to Performance Irregularities: Look out for low efficiency signs such as a drop in pressure, overheating, or excessive noise. If these issues are identified, they need to be addressed immediately to avoid expensive damage and repairs.
Following these best practices allows operators to efficiently maintain high-pressure enclosures, minimizing system failure and consistently meeting the needs of demanding applications.
Prolonging the Life of Your Vane Pump Through Regular Inspection
A systematic approach to regular inspection is important for the longevity and efficiency of a vane pump. Start by tracking the bass flow rate, temperature, operating pressure, and water flow. Check the pump’s vanes for wear, cracks, or deformation; these problems are likely to lead to constant flow rate problems and cavitation or system inefficiencies.
Do not forget to check seals and bearings because leaking parts and worn-out components lead to a decrease in performance or highly contaminated hydraulic fluid. Moisture and particulates in the hydraulic fluid indicate an accelerated wear on the internal components hence, it should be regularly filtered and analyzed. Use vibration analysis along with thermal imaging to depict lesions that are not easily noticed like with regards as alignment or overheating.
Integrating these technologies into the existing preventive maintenance practices can help operators prolong the service life of vane pumps while minimizing associated downtime and repair costs. As such, informed maintenance strategies and consistent system monitoring are required in order to achieve operational reliability hydraulic systems subjected to peak loads.
Why Choose a Vane Pump for Your Application?

Benefits of Using a Vane Pump in Oil Pump Systems
- Vane Pumps Offer High Efficiency in Fluid Transfer: Vane pumps are designed to have a high volumetric efficiency which drastically decreases energy loss during fluid transfer. The self-compensating tamper guarantees constant flow rates during the life of the equipment, providing reliable performance over long periods of time.
- Compact Design with High Output: Vane pumps are small in size yet have enormous output capacities. For many models, they can achieve flow rates of 10 to 500 liters per minute (L/min) while maintaining precision and operational accuracy.
- Low Noise Operation: Vane pumps operate at smoother and quieter levels compared to other pump types such as gear pumps. The vanes sliding effortlessly into the housing makes involuntary contact which reduces pulsations and delivers quieter performance. This is crucial in noise sensitive environments.
- Adjustable Flow Rates: Like changeable speed drives, vane pumps allow more flexibility than other pumps. They provide precise control over flow rates, allowing for customization to meet targeted operations. This enhances flexibility in dynamic industrial applications, especially with oil systems that demand varying flow conditions.
- Strength and Long-lasting Use: Vane pumps have high-grade hardened carbon vanes and cast iron housings which enable them withstand harsh and prolonging usage like conditions. Vans Pumps does not need frequent maintenance service, with some units running for over 10,000 hours.
With all the features mentioned above, these pumps become the perfect solution for oil pumping systems, providing great value in efficiency and economical services for a multitude of industrial applications.
Comparing Vane Pumps to Other Pump Types
Vane pumps stand out due to their operational versatility, high degree of efficiency, and low noise endurance; however gear style pumps are more simplistic, rugged, and ideal for high viscosity fluids.
|
Aspect |
Vane Pumps |
Gear Pumps |
Centrifugal Pumps |
Peristaltic Pumps |
|---|---|---|---|---|
|
Performance |
Superior |
Balanced |
Basic |
Consistent |
|
Sound |
Quiet |
Noisy |
Moderate |
Silent |
|
Lifespan |
Average |
Long |
Extended |
Moderate |
|
Fluid Type |
Thin, mixed |
Thick |
Light |
Heavy, slurry |
|
Capability |
High |
Medium |
Low |
Medium |
|
Expense |
Medium |
Affordable |
Budget-friendly |
Expensive |
|
Upkeep |
Moderate |
Easy |
Simple |
Intensive |
|
Usage |
Flexible |
Rugged |
Common |
Niche |
Understanding the Limitations of Vane Pumps
Even though vane pumps are highly reliable and efficient in many industrial functions, they do come with some shortcomings. Fluid viscosity presents itself as one of the primary concerns. With regards to fluids of higher viscosities, there is always resistance and considerable wear to internal components, thus making efficiency decrease considerably. Vane pumps operate best with low to medium viscosity fluids.
Moreover, abrasive fluids can cause a drop in the already minimal durability that the pump possesses. The wear and tear that foreign materials can cause due to the tolerances can make maintenance needs more chronic. The designed tolerances also make these pumps highly sensitive to lubrication, requiring it for optimal performance, otherwise leading to subpar efficiency.
Apart from these, there is also the standard problem of a lack of pressure range. Vane Pumps are more suited for lower pressure applications in comparison to their piston and gear pump counterparts. Certain industrial systems require consistent, higher output pressures and the moderate pressure range limitation these pumps have make them unsuitable for such systems.
Vane pumps are still a flexible and economical option given the working conditions are appropriate, despite the drawbacks. Careful fluid selection, routine upkeep, and following operational policies can overcome these limitations and improve system efficiency.
Frequently Asked Questions (FAQ)
Q: What is a hydraulic vane pump, and how does it function?
A: A hydraulic vane pump is a type of positive displacement pump that utilizes rotating vanes placed on a rotor to circulate fluid in a system. As the rotor spins, the vanes slide in and out of slots, creating a sealed chamber that moves fluid from the pump’s inlet (or port) to its outlet. This process is highly efficient and commonly used in hydraulic systems for its reliability and effectiveness in maintaining flow and pressure.
Q: How does the series double feature benefit hydraulic vane pumps?
A: The series double feature in hydraulic vane pumps allows two pumps to be mounted in tandem, providing greater flow capacity and pressure capabilities within a single compact unit. This is particularly advantageous in applications requiring high-speed or high-flow operations, such as in manufacturing and injection molding machines.
Q: What role does the cartridge play in the operation of a hydraulic vane pump?
A: The cartridge in a hydraulic vane pump serves as the core assembly housing the rotor, vanes, and other essential components. It is crucial for the efficient operation of the pump, ensuring that fluid is moved smoothly and effectively through the system. The cartridge design also simplifies maintenance and replacement, as it can be easily removed and serviced.
Q: How do V10 and V20 series vane pumps differ from each other?
A: The V10 and V20 series vane pumps differ primarily in their size and flow capacity. The V10 series is generally smaller and used in applications where space is limited and lower flow rates are sufficient. In contrast, the V20 series is larger, providing higher flow rates and pressure capabilities, making it suitable for more demanding industrial applications.
Q: What is the significance of the spring in a hydraulic vane pump?
A: The spring in a hydraulic vane pump plays a crucial role in maintaining proper contact between the vanes and the cam ring. It ensures that the vanes stay extended and form a tight seal within the pump, preventing fluid leakage and maintaining consistent performance across varying speeds and pressures.
Q: Can hydraulic vane pumps be used with different types of motors?
A: Yes, hydraulic vane pumps can be paired with various types of motors, including electric motors and internal combustion engines. This versatility makes them suitable for a wide range of applications, from industrial machinery to automotive systems, where different power sources may be required.
Q: What advantages do modern hydraulic vane pumps offer over older models?
A: Modern hydraulic vane pumps offer several advantages over older models, including improved efficiency, quieter operation, enhanced durability, and easier maintenance. Advances in materials and manufacturing processes have led to pumps that can handle higher pressures and temperatures, while also being more compact and lightweight.